
Applications of flexible polyimide: barrier material, sensor material, and functional material

Abstract
Polyimide (PI), as an advanced polymer material, possesses the intrinsic merits of excellent resistance to extreme temperatures, good dielectric properties, flame resistance, strong processibility, biocompatibility, and flexibility. The outstanding performances of flexible PI have led to a wide range of applications in aerospace, medical, intelligent electronic devices, energy storage devices, and more. Notably, due to the swift progress of various flexible and soft devices, flexible PI has become ubiquitous in the form of thin films, fibers, and foam and gradually plays an indispensable role in all sorts of those devices. This review mainly focuses on the current advances in the usage of flexible PI for barrier, sensor, and functional purposes. Firstly, the key features of various methods for synthesizing and processing PI, as well as the relationship with their respective applications, are summarized. Secondly, to give readers a comprehensive view of the various applications of flexible PI materials, the applications are broken down into three categories: flexible barrier applications, flexible sensing applications, and flexible function applications, and the current research of each application is introduced in detail. Finally, a summary of the challenges and possible solutions in some flexible applications is present.
Keywords
INTRODUCTION
Recently, the need for high-performance flexible materials has increased significantly, as evidenced by the emergence of flexible devices such as wearable and implantable flexible hybrid electronics (FHE)[1], flexible robotic skin[2]and soft actuators[3], implantable flexible medical devices[4], foldable displays[5], flexible microsensor[6], wearable acceleration sensors[7] based on triboelectric nanogenerators[8], flexible heat sink[9]. This has caused a great deal of interest from both academia and industry. A variety of flexible materials are commonly used, such as inorganic thin films, metal foils, and polymers. Inorganic thin films possess excellent dielectric and thermal properties, but the brittleness severely limits their flexible applications. Metal foils are a type of flexible metal material with desirable electrical properties, but also certain mechanical properties. Unfortunately, these materials lack good flexibility and are expensive. On the contrary, some polymers have proved to be a suitable combination of desirable features, such as mechanical strength, processibility, and affordability, which makes them a desirable option for flexible materials.
However, not all polymers have the same characteristics, and not all can be used as the best flexible materials. A wide range of polymers exist, such as the thermoplastic semi-crystalline polymers represented by polyethylene terephthalate (PET), polyethylene naphthalate (PEN), and polyetheretherketone (PEEK), the amorphous polymers that can be melt-extruded or solvent cast represented by polycarbonate (PC) and polyethersulphone (PES), the amorphous polymers that cannot be melt-processed, such as modified PC, polyarylate (PAR), polycyclic olefin (PCO) or polynorbornene (PNB), and polyimide (PI)[5]. Of all the polymers, PI has the best comprehensive properties, particularly its remarkable ability to resist high temperatures. Despite its limited transparency, the addition of fluorine, sulfoxide or non-aromatic groups to PI has yielded considerable improvements in transparency according to recent studies (shown in Section “Flexible colorless PI substrates”)[10]. Despite its hygroscopicity, PI is still utilized in some studies as a sensitive material for humidity sensors. Additionally, scientists have adopted the strategy of adding fillers to PI or introducing hydrophobic groups into its molecular structure to enhance its hydrophobicity. In general, PI with outstanding overall performance is a highly adaptable material that is employed in a variety of applications.
The superior properties of PI, including its resistance to temperature extremes, mechanical properties, chemical stability, radiation resistance, dielectric properties, processability, flame resistance and biocompatibility, make it a high-performance polymer. The outstanding performance of Flexible PI has led to a wide range of applications. For example, flexible PI not only can be used as heat insulation and flame retardant material with excellent comprehensive performance for its outstanding high-temperature resistance and flame retardant performance, but also as an excellent insulation packaging material for flexible medical electronic equipment due to its electrical insulation and biocompatibility. Furthermore, due to its malleability and heat tolerance, flexible PI has become the most desired material for flexible electronic components, flexible circuit boards, and flexible sensor carriers. It is noteworthy that due to its nature as a polymer, PI can be formed into various forms, like fiber, foam, aerogel, film, etc., thus expanding its application range. In a word, PI is an incredibly versatile material that has many practical applications. The review will provide an in-depth look at the application of PI in barrier materials, flexible sensors and flexible functional devices, as depicted in Figure 1, and analyze the current obstacles and future prospects.
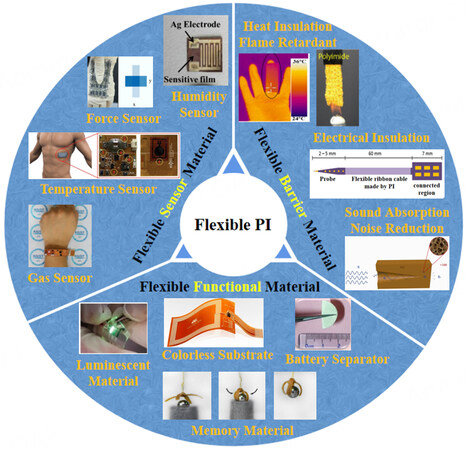
Figure 1. Summary of the applications of flexible PI. The three main applications are barrier materials that include heat insulation and flame retardant material[11], electrical insulation material[12], and sound absorbing material[13]; component materials used in humidity sensors[14], force sensors[15], temperature sensors[16], gas sensors[17] and other sensors; functional materials used as battery separator[18], colorless substrate[19], luminescent material[20], memory material[21], etc.
BRIEF INTRODUCTION OF POLYIMIDE
Definition and classification of polyimides
Polyimide (PI) is an organic polymer material containing imide group (-CO-NH-CO-) in its repeating units of the main chain. The two types of imide groups are linear and circular, with the latter being further subdivided into aromatic and aliphatic categories [Figure 2]. Due to its challenging synthesis and lack of stability, PI with linear imide groups is of low interest. On the contrary, PI, containing annular imide groups, has the advantages of high heat stability, chemical stability, mechanical flexibility, radiation resistance, and other remarkable qualities, which are attributed to its unique architecture and the interplay between its chain and ring. Therefore, especially after the first successful synthesis of aromatic PI with high molecular weight by secondary polycondensation with diamine and phthalic anhydride in 1955, it captured the attention of numerous researchers[22]. Generally, most aromatic PIs have improved tolerance to heat and lower coefficient of thermal expansion (CTE), yet they are not transparent because of the potent charge transfer complex (CTC). In contrast, some aliphatic PIs generally possess improved transparency, though their thermal performance is inferior to aromatic PIs.
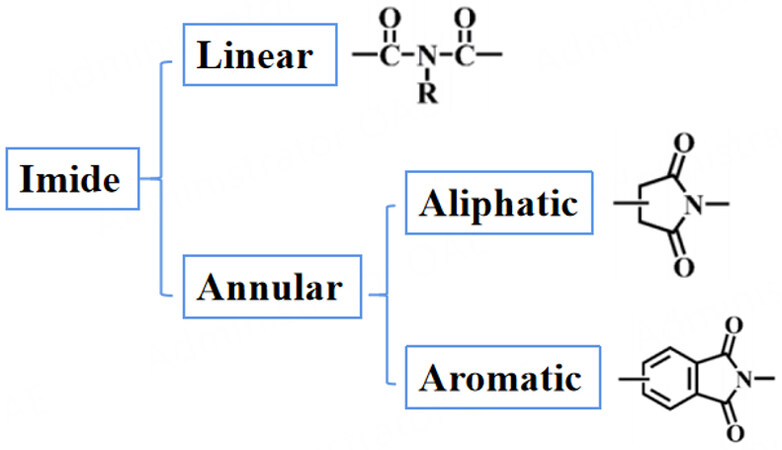
Figure 2. Different types of imide groups.
Methods for synthesis of polyimide
Polyimide can be produced through a variety of synthesizing techniques. The synthesis of PI can be separated into two classifications depending on the origin of the imide groups: intrinsic reaction synthesis, where the imide groups are formed in the polymerization reaction, and groups introduction synthesis, where the imide groups are formed via polycondensation of monomers containing imide groups.
According to the raw materials employed, the formation of PI through intrinsic reaction synthesis is divided into several distinct categories: (1) polycondensation of dianhydride and diamine[23]; (2) condensation of quaternary acid and binary amine[24]; and (3) synthesis of sulfur-containing aromatic compounds and diamines[25], etc. Furthermore, when categorized in terms of the synthesis process, the synthesis techniques of PI can be broken down into solution polymerization, melting polymerization, vapor deposition method, etc. (1) The solution polycondensation method refers to the synthesis of PI by the polycondensation reaction of raw material in organic solution. Depending on the complexity of the process, it can be classified into single-step, two-step, or three-step approaches: (a) Single-step method[26] refers to that the direct combination of dianhydride and diamine monomer can be achieved by heating the mixture to temperatures between 180 °C and 220 °C in a high boiling solvent. To promote the formation and conversion of trans isoimide, an alkaline catalyst should be included in this process, while concurrently, water should be removed from the raw material and reaction apparatus to guarantee the production of high molecular weight polyimide. Moreover, this approach can only be used on organic solvent-soluble polymers or low-activity soluble monomers; (b) Two-step method[27] includes the first step that polyimide acid (PAA) is produced by mixing the diamine monomer and the dianhydride monomer with a potent polar aprotic solvent under the stirring, and the second step, the PAA solution is processed through coating or spinning and then converted into PI by either thermal or chemical imidization, which is the most advanced synthetic method for polyimides. The two-step method can be employed to formulate PI with reduced fluidity and inadequate processing characteristics caused by poor solubility; however, the precursor PAA solution has the drawbacks of instability and difficult storage; and (c) Three-step method refers to the synthesis of PI by isomerization reaction of polyisoimide that exhibits good solubility, stable structure, and low glass transition temperature. The novel three-step method does not generate small molecules (like water) during synthesis, resulting in the production of PIs with no bubbles and excellent characteristics; (2) Melt polycondensation method can help us prepare PI with high molecular weight by the slow polycondensation of dianhydride, diamine and catalyst under the melt temperature (250~300 °C). Similar to the single-step method, with the melt polycondensation method, it is possible to create PI without the hassle of extracting PAA. The number of carbon atoms of the diamine must be more than nine, and the melting point of the synthesized PI must be less than the reaction temperature to satisfy this method; and (3) The vapor deposition technique involves the co-mixing reaction, co-evaporation, and deposition of the diamine and dianhydride at a high temperature. This technique has the capability to form films on the uneven surfaces of irregular equipment; however, it entails a high-temperature requirement, limited ability to regulate the reaction, and a costly expense[28]. Table 1 provides a brief summary of the main characteristics of different synthetic methods of PI.
A brief summary of the main characteristics of different synthetic methods of PI
| Methods for synthesis | Advantages | Defects |
| Single-step method | Straightforward | Only for low-activity monomers; high polymerization temperature |
| Two-step method | High yield; good performance of the PI | Instability and difficult storage of the PAA solution |
| Three-step method | Polyisoimide exhibits good solubility, stable structure, and low glass transition temperature | Technical route is not fully developed; there exist side effects resulting in low product purity and yield |
| Melt polycondensation method | Straightforward; PI with high molecular weight is available | The melting point of the synthesized PI must be less than the reaction temperature |
| Vapor deposition | Shape adaption for uneven surfaces | Limited ability to regulate the reaction; A costly expense |
When it comes to PI synthesis with the two-step method, two imidization ways, including thermal imidization and chemical imimization, can be used to convert PAA into PI. (1) Thermal imidization: the PAA slurry is heated to a designated temperature to dehydrate and form PI through cyclization. Numerous accounts have been written regarding the influence of film-forming parameters during thermal imidization on the characteristics of the formed film. For example, Chen et al. found that the interplay between solvent evaporation and imidization was the key factor determining the enhancement of the mechanical properties and Tg during the imidization stage[29]; and (2) Chemical imimization: a specific measure of a catalyst was blended into the PAA slurry, and it was then heated to speed up the dehydration cyclization to create PI. By employing a dehydrator and a catalyzer, the chemical imidization can be initiated even at room temperature, leading to the formation of imide rings which significantly improve the morphology and mechanical properties of the PI films[30]. Compared with thermal imidization, using chemical imidization with its capability for low-temperature cyclization might be a way to fabricate PI films that possess both high modulus and low CTE, thereby making them suitable for microelectronic and optoelectronic display applications. However, the selection of different catalysts needs to adjust the process, which is challenging to develop. Table 2 describes a comparison of two imidization methods.
Comparison of two imidization processes
| Methods for imidization | Advantages | Defects |
| Thermal imidization | Straightforward | Low production efficiency; The performance of PI and controllability are poor compared with chemical imimization |
| Chemical imimization | High production efficiency; PI with high modulus and low CTE is available | The catalysts are difficult to develop; large equipment investment |
Generally speaking, there are many PI synthesis techniques. The one-step method and the melt polycondensation method can be used to obtain PI directly, a relatively straightforward synthesis process, albeit with stringent requirements. The two-step method is the most widely utilized and most developed synthesis technique. However, the vaporization of tiny molecules in the iminization process will generate pores and cause a contraction in size, resulting in an inadequate forming outcome. Three-step approach can be adopted to achieve bubble-free PI with superior performance, yet its technical route is still not fully developed. Vapor deposition and other new synthesis routes offer novel possibilities for the synthesis of PI, but they need to be improved by solving problems like immature technology routes, exorbitant cost, and challenging industrial production. Furthermore, the selection of the imidization ways plays a critical role in the preparation of PI, which deserves more attention. Up to now, the mechanisms behind the production of PI films by chemical and thermal imidization and how this affects the aggregation structure and properties are yet to be fully understood, which requires further investigation.
Methods for processing of polyimide
To fulfill the requirements of various applications, scientists have developed numerous processing methods to transform PI into different forms (film, fiber, foam, etc.)[31]. Here is a summary of the main characteristics of different ways of processing PI.
Thin film is the earliest form of PI product to be commercially sold, and it is the most sought-after by the market. Moreover, PI film is employed in a variety of applications such as electrical and electronic insulation, printed circuit boards, flexible sensor substrates, gas separation, and functional materials of flexible devices. Its typical manufacturing process involves the creation of a PAA slurry that is shaped into a film and the imidization. There are many methods for processing PI foam, including flow casting, vapor deposition, stretch, etc. (1) The flow casting process involves dissolving the material in an organic solvent to create a PAA solution which is then poured onto a rotating, smooth surface to form a film. Finally, the PAA film is converted into PI film through thermal imidization. The weight loss, orientation development, and solvent evaporation level would be influenced by varying processing conditions like initial casting thickness and drying temperatures. Unsal et al. found that it is possible to adjust the ultimate alignment level during the drying and imidization stages simply by altering the processing parameters without the need for post-processing methods after observing the dynamic relationship between the relaxation and chain orientation on the imidization process of the polyamic acid (PMDA-ODA/NMP) solution[32]. Flow casting is a frequently employed and straightforward PI film development technique. It is noteworthy that the initial casting thickness, thermal imidization temperature, heating rate, and other processing parameters are essential for the quality of film forming, requiring a great deal of time and material resources to explore;
PI fiber is known for its remarkable strength, modulus, radiation resistance, corrosion resistance, flame retardant, and self-extinguishing properties, making it a popular choice for civil textile clothing, high-temperature filtration, heat insulation, and flame retardant protection[36]. Furthermore, the fiber membrane crafted by the PI fiber is characterized by its low dielectric, excellent porosity, and liquid absorption qualities; Therefore, it is projected to be utilized extensively in lithium batteries and supercapacitors. The preparation methods for PI fiber can be classified into one-step (PI slurry) and two-step (PAA slurry) methods depending on the spinning fluid. (1) One-step spinning is to spin PI slurry dissolved in the phenolic solvent. The structural flaws of the fiber prepared by this method would be minimized, thus enhancing its performance significantly. However, the phenolic solvent is highly hazardous, and a considerable amount is left in the fiber; and (2) Two-step method, a commonly used method, includes the preparation of PAA fiber and the iminization of the PAA fiber. Due to the removal of water in the imimization process, the fiber would acquire a porous structure and consequently suffers a deterioration in its mechanical properties. The spinning process necessitates the implementation of a variety of PI fiber preparation methods, such as wet spinning, dry spinning, dry-wet spinning, electrostatic spinning, and other methods. (1) Wet spinning[37]: after passing through the spinneret, the spinning solution is deposited into the solidification bath and solidifies into fibers. The fibers underwent a process of imimization followed by thermal stretching at 290 °C, yielding PI fiber. The wet spinning process only necessitates a few technical skills. However, it has various drawbacks, such as needing more preparation and auxiliary machines, taking a long time to produce, a slow spinning speed, and a high expense; (2) Dry spinning[38] is an effective way to prepare PI fibers. Its advantage is the lack of a solidification bath, making it more efficient and environmentally friendly. However, the spinning process and post-treatment can be detrimental to the performance of the fiber; (3) The dry-wet spinning[39] process amalgamates the advantages of dry and wet spinning. In addition, its most advantageous feature is its ability to manage fiber production accurately; and (4) Polyimide nanofibers crafted by electrospinning[40] have desirable mechanical features and heat resistance. Despite the progress that has been made in electrospinning technology, there is still much work to be done: inventing a superior solvent for the fabrication of PI nanofibers with a one-step process; developing the fabrication technique of nano-materials to enhance the characteristics of PI nanofibers; increasing spinning speed and efficiency while maintaining consistent performance.
PI foam is the most widely employed and significant type of PI when it comes to sound thermal insulation, flexible sensing, and other flexible applications. PI foam can be fabricated by various processing methods, such as the powdered forming method, freeze-drying method, closed-mold foaming method, 3D printing method, etc.[41]. (1) Powdered forming method: Yang et al. produced a three-dimensional PI foam with two steps: firstly, polymerizing dianhydride and diamine monomers with equal moles in a methanol and tetrahydrofuran mixture, secondly, proceeding foaming and imidization under the heating[42]. The PI foam produced by that exhibits high density yet has the nonuniformity of the foam structure resulting from inhomogeneous heat transfer of powder; (2) Freeze-drying method: Using bidirectional freezing,
PI can be molded into various forms like film, fiber, and foam through multiple processing techniques, broadening its applications. Among the various methods of processing PI film, flow casting is the most prevalent, and the quality of the film is heavily dependent on the processing parameters, so researchers must continually experiment to acquire the optimal parameters. The vapor deposition technique has the potential to create PI films with surface adaptability and ultra-thin layer. However, more studies are necessary to make it a cost-effective method. Stretching the film is essential for optimizing its characteristics, making it a valuable benchmark in the industry. PI fiber processing technology should ensure the fiber’s quality, increase spinning velocity, decrease expenditure, and create a more environmentally friendly processing atmosphere. Maintaining the quality of the fiber is paramount for PI fiber processing technology, and faster spinning speed and lower cost should also be taken into account. Combining all types of processing technology may be a suitable solution. Finally, many researchers have been dedicated to ensuring the homogeneity and stability of the bubble structure in the fabrication of PI foam.
Properties and applications of polyimide
Polyimide has many remarkable characteristics, such as its capability to withstand low-temperature and high-temperature, chemical stability, radiation resistance, electrical insulation, and robust mechanical properties. It has consequently been implemented in various applications such as aerospace, medical, intelligent electronic devices, energy storage devices, and more. The main properties and applications of PI are shown in Table 3. Interestingly, the various applications of PI are based on one primary performance and many excellent auxiliary properties, making it a kind of material with the best all-around performance in one application field. For example, PI is often employed as an insulating material due to its superior electrical insulation characteristics. It has further evolved into a versatile insulating material with outstanding overall performance due to its high-temperature resistance, chemical resistance, flexibility, and other additional features. The use of PI as a high-performance flexible material is being highlighted due to the advancements in flexible applications such as wearable electronic devices, intelligent medical devices, foldable display screens, microsensors, and energy storage devices. This review summarizes the utilization of flexible PI materials in the soft barriers, flexible sensors, and flexible, functional devices. It also discusses the hindrances that PI materials may face in different applications and the strategies to address them.
Properties and applications of polyimide
| Property | Overview |
| High-temperature and Low-temperature resistance | -200~300 °C wide temperature range with stability; Used in the harsh temperature environment, like the shell of electronic devices[45], etc. |
| Chemical resistance | Resistant to dilute acid and organic solvent erosion but not immune to concentrated acid and alkali; Applied to battery separators[46], etc. |
| Electrical properties | H class electrical insulation material, the dielectric constant of 3~4, a low dielectric loss of 0.001; Used as an insulation layer for electric wires, cables, microelectronic devices[12], etc. |
| Mechanical flexible | The modulus value of most PI is 1.5-3.0 GPa, and the tensile strength is 70-100 MPa, showing good flexibility; Used in flexible sensors and other flexible devices[47] |
| Translucency | The charge transfer (CT) can be reduced, and transparency can be increased by introducing modifications such as the -CF3 group; Used in optoelectrical devices (such as flexible printed circuit boards and flexible solar cells, etc.)[48] |
FLEXIBLE BARRIER MATERIALS
Flexible electrical insulation material
PI possesses virtually nonexistent free electrons and ions as a kind of polymer material. This makes it an ideal Class H electrical insulation material due to its remarkable performance. PI is also lightweight and pliable, enabling it to be bent to a certain degree with minimal impact on its thermal characteristics; thus, it is ideal for various non-planar insulation projects. Due to its special intermolecular force and structural flatness, the PI has exceptional durability in extreme temperatures, chemical stability, and radiation resistance; this enables it to be used in harsh environments such as high temperatures and radiation[49]. By taking advantage of its superior qualities, flexible PI insulation materials are often used to insulate wires and cables [Figure 3A], magnetic iron wires, transformers, engines, etc. Additionally, PI can be employed as the insulation layer of human implantable flexible microelectronic gadgets for its biocompatibility. As an illustration, Schander et al. incorporated a flexible polyimide film in the insulation package of implanted nerve electrodes[50] and, additionally, a purple flexible ribbon cable for the floating nerve probe
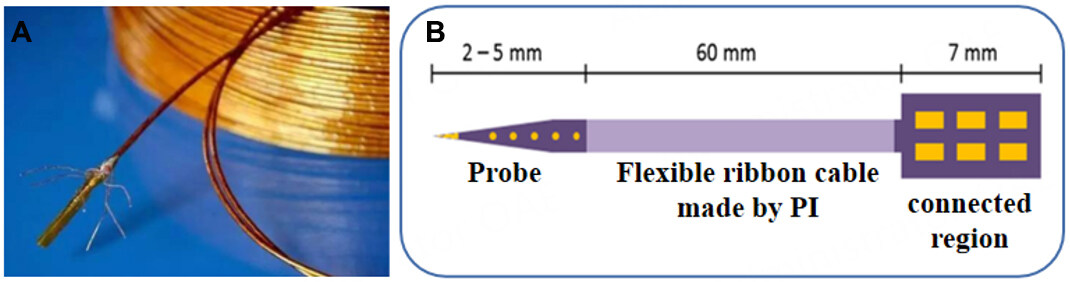
Figure 3. (A) Polyimide wrapped wire; (B) the design of the floating nerve probe[12].
To take full advantage of the versatility of PI and meet the thin and lightweight demands of microelectronic devices for insulation materials, vapor deposition and LB film technology have been investigated and used in the production of PI films. For example, Iwamoto et al. gained an LB film by depositing PI to a metal electrode, forming an ultra-thin insulating PI film that drastically reduces the volume of insulating materials in applied devices to a large extent[51]. In addition, Lee et al. manufactured PI films with vapor deposition polymerization (VDPM) for insulation in semiconductor components[52].
PI insulation materials exhibit high-temperature resistance, excellent mechanical strength, chemical stability, radiation resistance, and other properties that effectively combat thermal aging and other environmental aging issues. However, the problem of electrical aging, such as partial discharge and electrical breakdown, is unavoidable and can drastically reduce its lifespan. Incorporating inorganic nano reinforcement into PI is a popular and straightforward technique to address insulation deterioration.
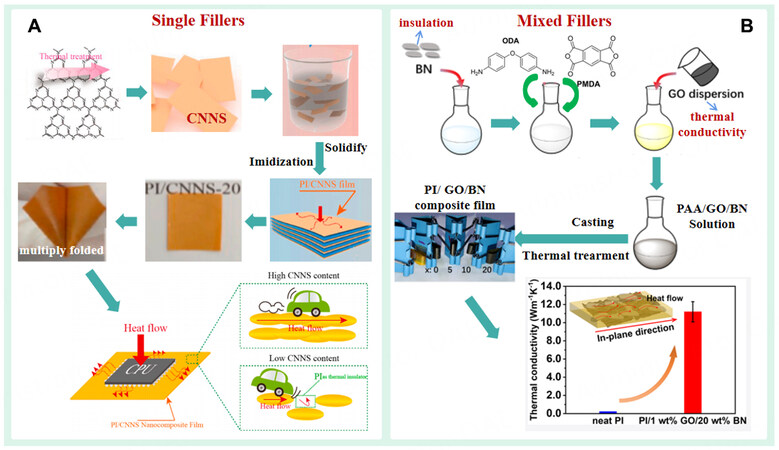
PI, a type of insulation material with excellent comprehensive performance, is widely employed in the power industry, transformers, and other industrial applications. However, the advancement of modern electronic products into multi-function, miniaturization and high-frequency realms has been inhibited by the low thermal conductivity of PI insulation materials, resulting in heat accumulation and posing a serious risk to efficiency, reliability, and even the lifetime of components. Therefore, enhancing the thermal conductivity of PI insulation materials is of great importance. To optimize the heat dissipation of PI, the most straightforward and convenient way is to combine it with fillers with high thermal conductivity. The PI material is utilized as a flexible insulation material. Thus the fillers should adhere to the following requirements: (1) Equipped with high thermal conductivity and insulation; (2) Do not affect the flexibility of PI film; and (3) Establish a robust interface between PI material and fillers. Taking into consideration the above specifications, two varieties of fillers are available. One is the fillers that possess high thermal conductivity, insulation, and superior mechanical characteristics. For instance, imidization of the PI facilitates the in-plane orientation of carbon nitride nanosheets (CNNS) in the PI composite film, thereby forming an effective thermal conductivity path. After utilizing CNNS as the filler, Wang et al. achieved a composite film [Figure 4A] with impressive electrical insulation performance (3.38 × 1014 Ω·cm), a low coefficient of thermal expansion (32.5 ppm/K) and remarkable flexibility[58]. Another one is the mixed fillers. By utilizing graphene oxide (GO) nanosheets capable of forming thermal conductivity networks and hexagonal boron nitride (BN) sheets with insulation as mixed fillers, He et al. successfully prepared flexible PI composite films[59]. They possess high thermal conductivity and exceptional thermal and electrical insulation properties [Figure 4B].
PI has been adopted as a popular flexible insulation material due to its advantageous electrical insulation, pliability, high-temperature resistance, chemical and radiation resistance, biocompatibility and other features. Flexible PI has been employed as insulation material for traditional electrical appliances such as motors, wires and magnet wires, and has also been developed to serve as insulation material for more advanced electronic devices, like flexible wearable electronic devices, intelligent robots, and biological implantable devices[60]. However, there still exist three challenges, including processing technology problems, the most common insulation aging problem, and heat accumulation problems. Vapor deposition, Langmuir-Blodgett technology, and other advanced methods have been developed to meet the thin and lightweight requirements of insulation materials. Introducing inorganic nano reinforcement, like silicon dioxide (SiO2), titanium dioxide (TiO2), aluminum oxide (Al2O3), etc., has become a popular and straightforward technique to address insulation deterioration. Notably, the inclusion quantity, morphology, size, and features of inorganic fillers all affect the performance of PI composites. Incorporating fillers with high thermal conductivity, a most straightforward and convenient way, is able to optimize the heat dissipation of PI. In the coming days, PI insulation materials will remain bendable, thin, effective at heat dispersion, and resistant to challenging conditions, as well as eco-friendly and recyclable, so as to meet the requirements of flexible insulation applications.
Flexible heat insulation and flame retardant material
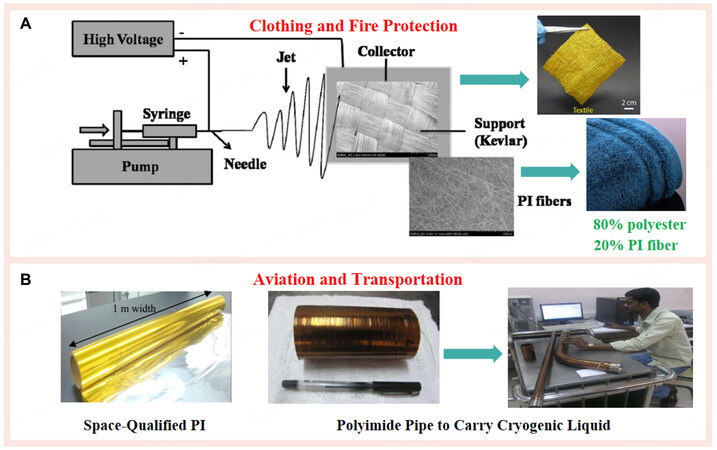
The main PI chain contains imide rings (-CO-N-CO-) and aromatic heterocyclic structure, resulting in powerful intermolecular interaction forces and bond energy of PI. A high temperature is required to decompose them so that they exhibit higher heat and flame resistance than ordinary polymers[61]. Following the implementation of a porous structure, PI is typically seen as foam, aerogel, aerogel film, and fibers that contain a porous interior, all of which have a reduced thermal conductivity. As early as 1980, Gagliani et al. conducted experiments that verified that PI foam is flame resistant, does not emit smoke or toxic fumes at 204 °C and can remain supple and flexible in temperatures ranging from -184 °C to 315 °C[45]. PI foam is an economical and dependable material with superior thermal stability, low smoke emission, and low toxicity. It is ideal for producing thermal insulation and flame retardant components in aviation and aerospace machinery. The elastic PI foam created through microwave heating can sustain fire for 14 min and 45 s without breaking apart, with only a slight amount of charring and shrinkage in the area exposed to the flame, making it suitable for the production of aircraft seats. PI has various applications, such as the creation of firewalls, insulation for low-temperature pipes, buffering pads for precision electronics, and protective barriers for temperature-sensitive systems. On the one hand, by providing thermal insulation and flame retardancy, PI can keep accidental fires from spreading on vehicles and give more time for emergency personnel to respond; On the other hand, PI is characterized by its low density, robust mechanical features and formability, which can be used to make multiple lightweight components, thereby significantly lightening the load of transportation equipment. Due to the excellent characteristics of PI such as high performance, flexible thermal insulation and flame retardant material, extensive research has been conducted into its synthesis, processing modification, and practical application transformation. This has enabled its extensive use in aviation, transportation, weapons and equipment, architecture, microelectronics, fire protection, clothing, and other fields [Figure 5].
The morphology and performance of the flexible heat insulation and flame retardant PI[66] depend upon PI’s material and process parameters in the synthesis process. The material parameters comprise a range of elements such as monomer type, cross-linking agent type, monomer mole fraction, number of main chain repeat units, and polymer concentration. To begin with, the type of monomer (diamine and dianhydride) is a critical aspect in the synthesis of PI, and the functional group, stiffness, and intrinsic qualities of PI will influence the chain’s interaction, shrinking, form, and performance[67]. Ni et al. obtained the precursor powder of polyester ammonium salt (PEAS) by the polymerization reaction with three different diamine monomers (4,4′-diaminodiphenyl ether (ODA), 4,4′-diaminodiphenylmethane (MDA), 4,4′-diamino-2,2′-dimethylbiphenyl (DMBZ)) and 3,3′,4,4′-benzophenone tetracarboxylic acid dianhydride (BTDA)[68]. Subsequently, a lightweight, pliable PI foam (PIFs) insulation material with exceptional mechanical flexibility, thermal stability, and thermal insulation was manufactured with microwave-assisted foaming and post-curing techniques. The rigid level of the three synthesized PIF molecular chains follows PIFBTDA-ODA < PIFBTDA-MDA < PIFBTDA-DMBZ. The greater the stiffness of PIF’s molecular chain, the thicker the bubble film, resulting in a reduced pore diameter of the foam and consequent changes in the material’s mechanical, thermal, and flexible properties.
Secondly, various types of crosslinking agents, such as 1,3,5 tri amino phenoxy benzene (TAB),
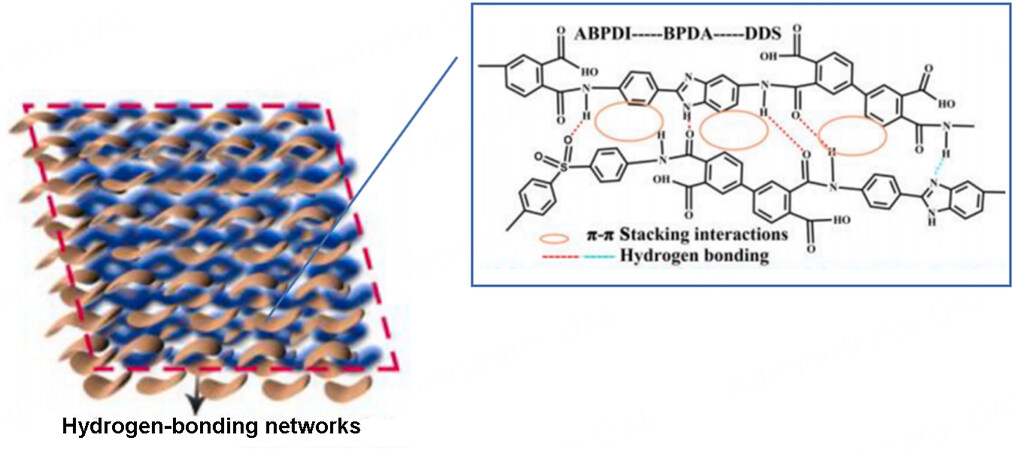
Figure 6. The interactions in PI foam network structures[69].
Finally, to enhance certain characteristics of PI, mixed diamine monomer was utilized as raw material. By utilizing flexible 4,4′-oxydianiline (ODA), rigid 2,2′-dimethylbenzidine (DMBZ), and biphenyl-tetracarboxylic acid dianhydride (BPDA), Tafreshi et al. fabricated the PI aerogel under the help of crosslinking agent 1,3,5-benzenetricarbonyl tri-chloride (BTC)[61]. The addition of rigid DMBZ increases the hydrophobicity of the aerogels, in addition to enlarging the free volume of the synthesized structure and reducing the dielectric constant by hindering the molecular chains from tightly packing together. Substituting 50 mol% ODA with DMBZ allows for the preservation of the flexibility of PI aerogels and also provides better hydrophobicity and a lower dielectric constant. It is apparent that the monomer mole fraction parameter is essential for the production of mixed monomers.
The process parameters encompass the kind of drying, the kind of imidization (chemical or thermal), the temperature and pressure during the process, etc. The freeze-drying process plays a decisive role in the structure of PI. Ma et al. respectively used random freeze-casting (RF) and unidirectional freeze-casting (UF) methods to obtain flexible PI aerogels (PIA) with different microstructures[70]. The pore structure of
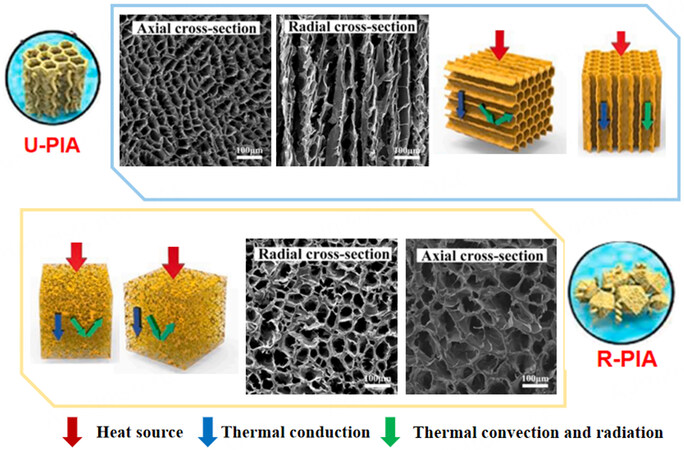
Figure 7. SEM images, structural drawings, and thermal conductivity of unidirectional frozen U-PIA and random frozen R-PIA[70].
In addition to examining the effects of material and process parameters on PI performance, it is critical to investigate PI processing modifications. The most frequent alteration techniques involve incorporating a reinforcing phase into PI and altering the spatial dimension of PI. By utilizing different reinforcement materials, it is possible to modify certain properties to fulfill the application’s needs. Yan et al. prepared a series of flexible PI composite foam materials with dihydrogen and isocyanate dispersed with vermiculite as raw materials[71]. The introduction of vermiculite decreases the pore size of PI foam, reducing the opening rate; thus, it exhibits superior heat insulation, flame retardant, and mechanical properties. Compared with the traditional PI foam used by Gagliani et al., it can be more suitable for aircraft, spacecraft, high-speed trains, ships, and other fields[45]. Zhang et al. fabricated biaxially anisotropic polyimide/bacterial cellulose
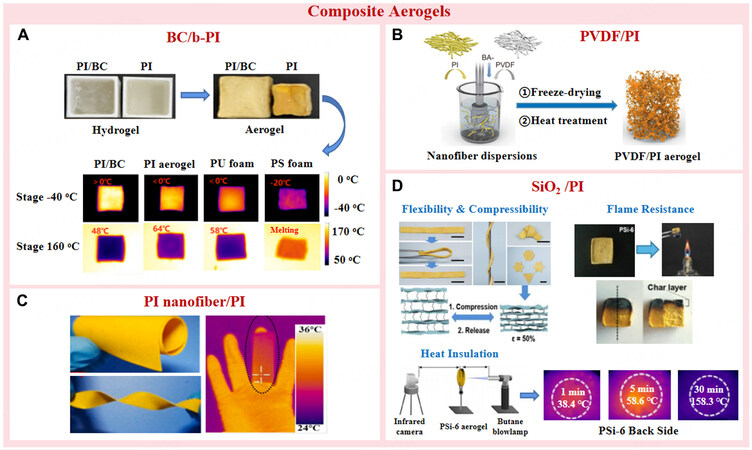
Figure 8. (A) Photos of PI/BC and PI aerogel before and after lyophilization; and thermal insulation performance of different polymers at -40 °C and 170 °C[27]; (B) Preparation process of PVDF/PI nanofiber composite aerogel[72]; (C) Demonstration of the flexibility of PI nanofiber cross-linked PI aerogel film and test of the thermal insulation performance after crimping deformation[11]; (D) Mechanical property, flame retardant property and thermal insulation property of PI-SiO2 composite aerogel are presented[73].
Studies on properties of PI composite reinforced with fillers
| Morphology | Filler | Synthesis | Image | Properties | Application | Reference |
| Foam | Vermiculite | One-pot synthesize and free foaming |  SEM image of PI composite foam | Reduce volume shrinkage, enhance thermal stability, etc. | Flame insulation material for vehicles | [71] |
| Aerogel | Bacterial cellulose | Bidirectional freezing technique |  Photograph of aerogel | Anisotropic thermal insulation properties, high mechanical strength | Smart insulation material for construction, aerospace and instrumentation | [27] |
| PVDF | electrostatic spinning and freeze drying |  Photograph of PVDF/PI aerogel | Super-hydrophobicity, compressibility | Thermal insulation material for outdoor activities and construction | [72] | |
| SiO2 | electrostatic spinning, sol-gel method, freeze drying |  Photograph of PI-SiO2 aerogel | Flexible, compressibility, thermal insulation | Thermal insulation material for construction | [73] | |
| Aerogel Film | Polyimide nanofibers | electrostatic spinning, sol-gel method |  Photograph of polyimide aerogel film | Super-flexible, thermal insulation | Applied to Mars exploration, aviation suit, fire suit, etc. | [11] |
In contrast to multidimensional materials like foam and aerogel, fiber materials are more flexible and tolerant to fluctuations in pressure because of their open pores, thus changing the spatial dimension of PI is a systematic adjustment strategy, Doan et al. prepared crosslinked porous PI fiber insulator by centrifugal spinning technology[74]. In the process of centrifugal spinning, the spinning morphology and fiber diameter can be controlled by controlling the spinning parameters, such as the viscosity of the spinning solution (polymer concentration, solvent), rotation speed or the inner diameter of a spinneret. After a series of experiments, the fiber with the smooth structure and the smallest diameter was produced using the most effective spinning parameters of “combining PI with N, N-dimethyl formamide (DMF) and dichloromethane (DCM) at a 3:1 ratio to produce an 11wt% PI solution as the base material”. Through the crosslinking of PI solution and p-phenylenediamine (PPD) crosslinking solvent in methanol, a crosslinked porous PI fiber insulator with low thermal conductivity (0.029 W/mK), high thermal stability (515 °C), high hydrophobicity (contact angle of 137.7°) and flexible deformation at high temperature was created, thus presenting a new way to manufacture aerospace flexible fiber insulation materials on a large scale.
It is possible to produce flexible thermal insulation and flame retardant PI materials with varied morphologies and properties by utilizing different synthesis strategies and modified processing technologies. Most PI materials consistently show high thermal stability, strong processability, excellent heat insulation, and flame retardancy. They tend to be lighter, more flexible, and multifunctional, which are widely used in aviation (e.g., light heat shields, reducers, spacesuits, etc.), transportation (e.g., foam seats, fireproof exterior wall sandwich materials, etc.), buildings (e.g., high-temperature pipe insulation, thermal insulation, and energy-saving building materials, etc.), microelectronic thermal insulation packaging (e.g., protective film for thermally sensitive components of computers and mobile phones, etc.), thermal protection (e.g., protective articles for industries operating under high temperatures, etc.). The following are some interesting examples of flexible thermal insulation and flame retardant PI applications in recent years. First of all, temperature-regulated textiles notably safeguard human well-being and promote work efficiency (like fire protection and metallurgy) under high temperature. The PI aerogel fiber obtained by Wang et al. through freeze-spinning technology has high mechanical strength and excellent flame retardancy[63]; at the same time, the textiles woven from this fiber have good flexibility and excellent thermal properties (including heat insulation, flame retardancy, and thermal stability) [Figure 9]. In addition, PI fabrics can be readily altered and infiltrated, giving rise to a wide range of functions. For example, after being treated with a silica nanoparticle/sol solution, it is capable of withstanding both acid and alkaline conditions; after being soaked with phase change materials, it has the function of temperature regulation and will become a focal point for research in the coming years. Secondly, the use of infrared stealth technology is critical to the advancement of the national defense industry and the creation of new military equipment. Shi et al. constructed a polyimide (PI)/phosphene (PR) mixed aerogel, which was then vacuum dipped in polyethylene glycol (PEG) to form a flexible and foldable composite film that is ideal for infrared stealth[75]. The integration of PI aerogel and PEG results in a synergistic effect that lowers the temperature of the thermal target, by using the thermal shielding of aerogel and the thermal buffering of PCM. The PR nanosheet not only bolsters the mechanical strength of the mixed aerogel by the nanoscale effect but also boosts the external heat transfer of the high-temperature target through the improved infrared light heat conversion. Figure 9 shows the PI/PR composite film’s excellent lightweight flexibility and infrared stealth performance. Thirdly, incorporating smart aerogel with a responsive fire alarm system can increase fire safety standards. Jiang et al. prepared a flexible polyimide/MXene (PI@MXene) composite aerogel, which possesses sensitive temperature sensing and fire alarm capabilities [Figure 9][76]. Moreover, composite aerogels are of high flexibility and can be widely used in preparing non-planar flexible alarms. Obviously, PI@MXene fire alarm time is less than 5 s, which is much faster than the average commercial infrared and smoke alarm. Furthermore, the tests have proven that PI@MXene has a promising future in fire prevention and early warning. High temperatures will cause damage to thermal sensors in electronic devices, resulting in reduced operating efficiency, velocity, and dependability; it may even lead to potentially hazardous issues such as battery explosions. Moreover, if people are exposed to electronic devices for an extended period, the heat radiation will affect human cells, eventually causing chronic health problems. To solve these problems, it is necessary to use thermal insulation for electronic packaging. As electronic devices shrink in size and become more foldable, the drawbacks of traditional packaging materials, such as their size, rigidity, and longevity, render them inadequate for application. The PI aerogel film prepared by Tafreshi et al. combines the advantages of high flexibility, adjustable transparency, ultra-low density, super thermal insulation, excellent mechanical resistance, self-extinguishing characteristics, and extremely low dielectric constant, which can be practically applied to electronic packaging[61]. Within 120-450 s of the normal operation of the computer, the maximum temperature without membrane protection is 49 °C, while the maximum temperature of the Kapton membrane and aerogel membrane is 46 and 42 °C, respectively; when the PC is set to high load operation, the temperature under the protection of PI aerogel film is obviously lower than that under the other two conditions. Therefore, aerogel film can be used as an excellent electronic packaging material in flexible electronics, optoelectronics, new generation smart TV, mobile phones and smart devices and other emerging fields.
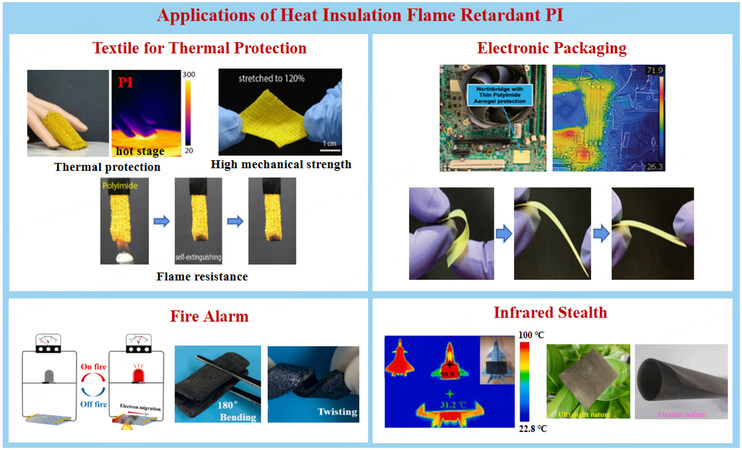
As a kind of heat insulation and flame retardant material, PI has been used in traditional firefighting fields in the form of foam and sponge in the last century and has been widely used in aerospace and transportation fields due to its lightweight and powerful processability. Later, as PI is endowed with the characteristics of being flexible and lightweight, its application has been expanded to advanced intelligent fields such as thermal insulation clothing, flexible electronic packaging, infrared stealth, fire alarm, etc. In the future, the research on thermal insulation and flame retardant PI will continue to be lightweight and flexible and achieve versatility by modifying or loading other materials, such as phase change materials, which will continue to expand potential applications.
Flexible sound absorbing and noise reducing material
The multi-bubble pore structure of PI foam and aerogel provides exceptional sound absorption, in addition to its noteworthy thermal stability, chemical resistance, flexibility, thermal insulation, and lightness, making it a top-notch sound insulation and noise reduction material with remarkable comprehensive performance. They have a wide range of applications, such as the sound barrier system of submarines, shock absorption and noise reduction of industrial machines, sound insulation and noise reduction walls of buildings and noise reduction devices of vehicles. The excellent sound absorption performance of polyimide benefits from its multi-bubble pore structure. PI foam and aerogel have two types of bubbles, open and closed, which play a certain role in blocking and consuming sound waves, mainly in the following aspects: (1) Part of the sound waves will be reflected by the material interface; (2) The sound wave entering the bubble through the pores will rub with the pore and cause sound attenuation; (3) Sound wave will be lost due to multiple reflections in bubbles (especially closed bubbles); and (4) The sound wave causes the gas in the bubble and the material skeleton to vibrate which will lead to the sound energy loss, according to the theory of molecular relaxation absorption and loss[13].
According to the researches of Liu et al., bubble structure (thickness, density, size, etc.) and operating environment (pressure, humidity, temperature, etc.) affect the sound absorption performance of PI foam[77]. Therefore, the sound absorption property of PI material can be adjusted by changing the structure of PI bubble pores. Ma et al. used 3,3′,4,4′-benzophenone tetracarboxylic dianhydride (BTDA), 3,4′-oxydianiline (3,4′-ODA), polyaryl polymethylene isocyanate (PAPI) as raw materials to prepare flexible lightweight polyimide foam sheets (PIFSs) with a thickness of mm using liquid foaming and compression molding technology [Figure 10][78]. The bubble structure can also be adjusted by changing the quantity of monomer or load of PAPI to obtain better sound absorption performance. For example, a specific quantity of
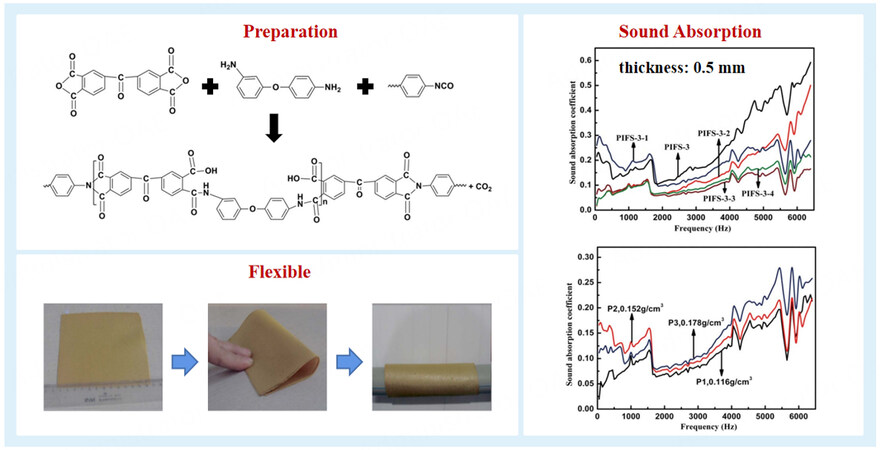
Figure 10. The preparation, flexible property, and sound absorption property of PIFSs[78].
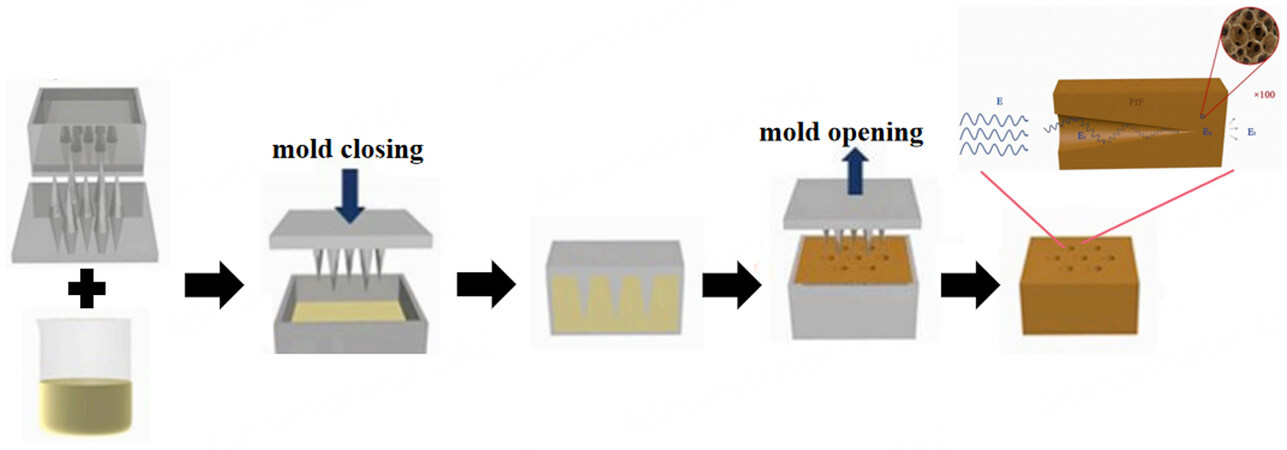
Figure 11. Preparation of PIF and the sound absorption performance of its wedge-shaped pore structure[13].
FLEXIBLE SENSOR MATERIALS
The sensor functions as a detection device, able to detect external physical information or specific substances and convert them into electrical signals or other forms of signal output to fulfill the requirements for information detection, transmission, processing, storage, and display. In recent years, electronic skin
Figure 12. Applications of PI in flexible sensors.
Humidity sensor
Relative humidity is an essential environmental parameter. Real-time humidity monitoring can largely avoid the occurrence of accidents such as moisture exposure to stored grain and spontaneous combustion and explosion of inflammable products, can enable people to obtain environmental humidity information that plays a vital role in production activities such as greenhouse planting, and can even be the “neuron”, an important component of smart home, such as the flexible humidity sensor in intelligent curtains, dehumidifier and humidity sensing nerve in air conditioning[82]. Therefore, it is necessary to research and apply humidity sensors, especially flexible humidity sensors, which can break the restrictions of the harsh application environment and non-planar application forms. Therefore, as a humidity sensing material (the dielectric constant will change with the water absorption), flexible PI is widely used as a flexible, functional layer or flexible substrate for flexible humidity sensors.
At a relative humidity of 100%, the weight of PI increases by approximately 3% due to its water absorption. Furthermore, due to the fact that water has a much higher dielectric constant than polymer, a tiny amount of water will cause a shift in the PI dielectric constant. As early as 1985, Schubert et al. suggested the utilization of the dielectric responsiveness of PI to water and its excellent chemical stability for the fabrication of a capacitive humidity sensor[83]. Their tests showed that the sensor could remain in good working condition for a prolonged period. Lofgren et al. also successfully prepared a PI capacitive humidity sensor in 1988 [Figure 13][84]. The sensor has a relatively accurate and rapid response and sufficient environmental stability at low relative humidity (below 50%). However, once the relative humidity exceeds 90%, the change curve of humidity and dielectric constant of PI will be non-linear due to the volume expansion caused by water absorption. There is also a certain recovery hysteresis. Similarly, Denton et al. found that its capacitance RH characteristic drifted after 8 weeks, and the linearity of the device decreased after 15 weeks under the aging test at 85 °C/85% RH[85]. Later, Sager et al. prepared a piezoresistive humidity sensor using the repetitive humidity-induced expansion behavior of polyimide as the working mechanism of the humidity sensor[86].
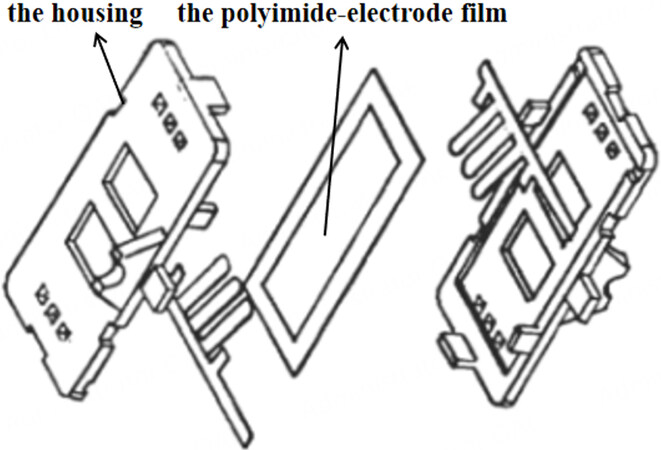
Figure 13. Structure of polyimide capacitive humidity sensor[84].
Many attempts have been made to create practical rigid humidity sensors through the dielectric response of PI to water or humidity-induced expansion. However, these cannot cater to the needs of non-rigid and non-planar humidity detection and are not able to meet the current standards for lightweight and flexible electronic equipment. Therefore, the flexibility of PI has increasingly become the focus of researchers, thus promoting the preparation of lightweight and flexible humidity sensors. Yang et al. used surface modification and ion exchange technology to synthesize PI films coated with Ag, innovatively combined the dielectric response of PI to water and its flexibility, and prepared lightweight, flexible humidity sensors after using inkjet printing technology to draw Ag interdigital electrodes (IDE) on PI-Ag films[14]. Figure 14 shows the synthesis process, which can be roughly divided into three parts. (1) Silver plating on the PI surface: firstly, use an alkali solution to treat the surface of the PI film; the hydrolytic reaction generated causes the imide ring to break and form a carboxyl group with potassium ions (K+); secondly, use the inorganic metal salt solution formed by AgNO3 and NH3·H2O to make the K+ on the carboxyl group exchange with silver ions (Ag+); finally, the PI film surface is coated with Ag layer; (2) Ag IDEs depicted on PI surface: use inkjet printing technology to cover up the retained Ag+; and (3) Rapid reduction of Ag+ that is not required: reduction through H2O2 (30%) solution or gradual thermal curing in an oven. Both methods can be used to remove unwanted ions, but the product obtained by the former is a flexible sensor based on PAA, while the product obtained by the latter is a flexible sensor based on PI. After a series of tests, the flexible humidity sensor based on PI is superior to that based on PAA in terms of sensitivity, reversibility, reusability, etc. This is mainly due to the chemical adsorption of water caused by excessive carboxyl groups on the surface of PAA. Additionally, it has been found that the surface morphology of PI humidity sensing material is also an essential factor affecting the sensing performance. Boudaden et al. found that the PI with nano-grass configuration obtained by plasma etching shows the best humidity sensing performance after testing the performance of a series of PI humidity sensors with different surface roughness[87].
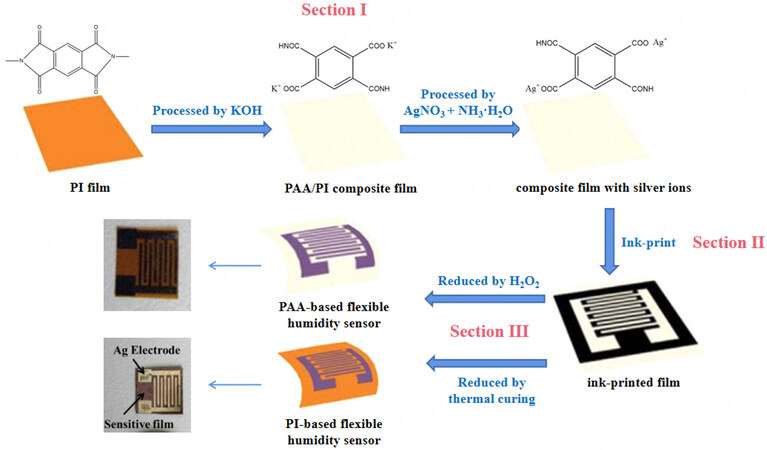
Figure 14. Fabrication process of flexible PI capacitive humidity sensor[14].
Apart from functioning as the flexible sensing layer of the humidity sensor, flexible PI can also be applied as the flexible substrate of the humidity sensor. Jiang et al. created a humidity sensor with a flexible base of PI and a resistive material of RGO, which has numerous hydrophilic and oxygen-containing groups, a high specific surface area, good conductivity, and dispersibility[82]. This yielded a flexible humidity sensor capable of reusing, with excellent transmission, consisting of three layers: a PI flexible substrate, a cross-fingering electrode, and an RGO wet-sensitive film [Figure 15]. When PI is used as the flexible substrate of the humidity sensor, it is necessary to arrange the conductive material on the PI to form a circuit. Thus, the problems such as the adhesion between the conductive material and the substrate, and the impact of the circuit on the overall mechanical properties after the formation need to be solved. Laser writing technology is the best way to avoid these problems. Through laser direct writing technology, Zhang et al. depicted a loop antenna on a PI substrate[88]. The loop antenna is a carbon material with good conductivity formed by local laser carbonization of PI. The introduction of this technology not only facilitates the fabrication of flexible electronic devices such as humidity sensors but also eliminates the challenge of connecting conductive materials to the substrate and the negative effects of circuit materials on flexibility.
The need for a flexible humidity sensor has become a priority for many researchers, as it is integral to people’s daily lives. In the future, flexible PI materials will remain a significant factor in forming and developing flexible humidity sensors as humidity sensing materials or flexible substrates. As a humidity-sensitive material, flexible PI has some shortcomings, such as poor cycle stability; as a flexible matrix, flexible PI has some defects, such as weak bonding strength with conductive materials. Fortunately, recent breakthroughs in research, including composite modification and laser writing, have transformed flexible PI materials into ideal materials for flexible humidity sensors.
Temperature sensor
Temperature sensors can be used to detect ambient temperature (like indoor temperature display), real-time temperature monitoring and display of machines (like temperature display of air conditioners and drying ovens), human body temperature measurement (like mercury thermometer), information acquisition (like heat flow sensor), etc., which play an essential role in people’s daily lives. However, The traditional solid temperature sensor is inadequate to meet the demands of new applications, such as the lightweight, flexible, high sensitivity, biocompatibility, and other requirements, which are required for micro flexible temperature sensors used to detect the temperature of body’s tissues and cells, the wearable real-time temperature monitor, infrared radiation detector, fluid flow detector, etc.[89]. As a high-performance flexible material, PI can significantly meet the above requirements and promote the preparation and application of flexible temperature sensors.
Temperature sensors can be divided into two distinct categories. One is to directly convert the physical information of temperature and its dynamic changes into obvious observable information A, which is defined as the “direct application”. For example, a mercury thermometer is capable of translating temperature changes into the scale of mercury’s thermal expansion and contraction. The other is to take the temperature-related information as the intermediate. To be specific, information C can be converted into temperature information, and the temperature information can be converted into information A, so that the temperature sensor can be used to obtain information C, which is defined as the “indirect application”.
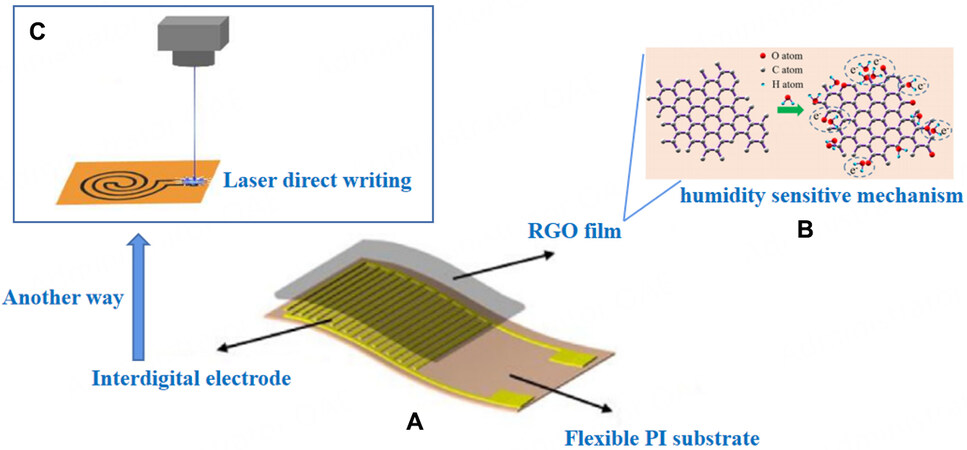
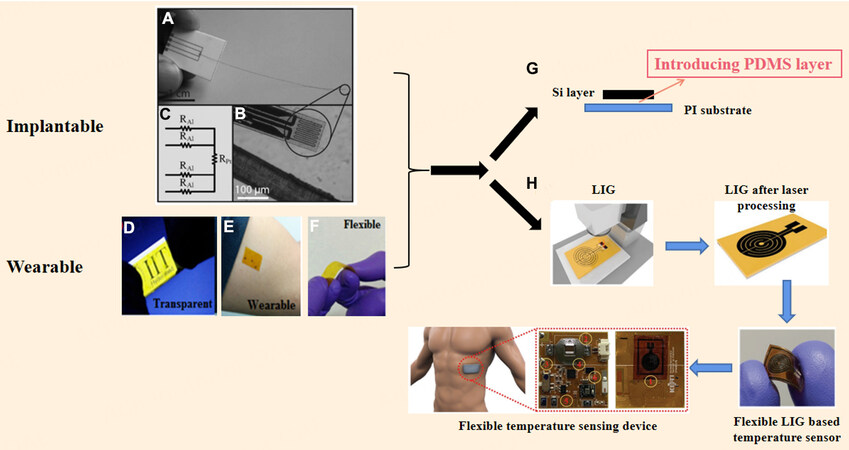
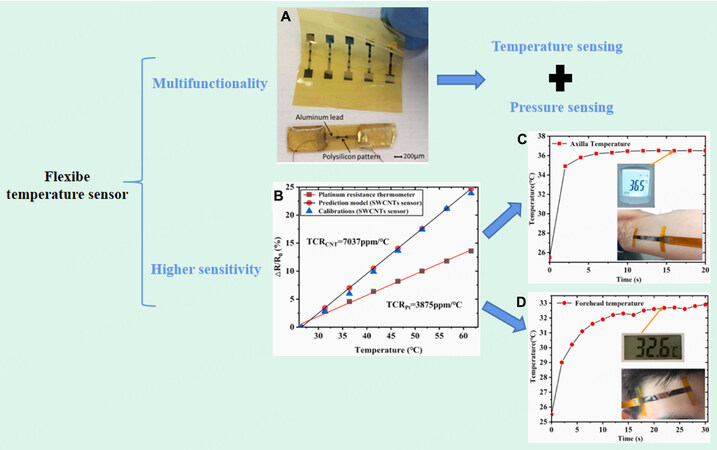
The use of flexible PI facilitates the “direct application” of flexible temperature sensors in medical devices, intelligent robots, electronic skin, etc. In the medical field, with the development of Targeted Multi Therapy (TMT) and other precise positioning therapy technologies, it is necessary to manufacture a micro flexible sensor that can accurately obtain the temperature information of human tissue. The superior characteristics of PI, including its heat resistance, flexibility, and biocompatibility, make it an ideal material for constructing micro flexible temperature sensors. Through micro-machining technology, Moser[90] has manufactured a micro medical temperature sensor [Figure 16A-C] which is composed of heat-resistant and low moisture absorbing PI as the substrate material, platinum (Pt) as the sensor material and aluminum (Al) as the contact lead material. This sensor can be utilized for obtaining temperature information and for regulating temperature during TMT treatment. Sahatiya et al. fabricated a wearable, flexible temperature sensor [Figure 16D-F], which can monitor the real-time temperature of patients or serve as a temperature-sensing component of intelligent health monitoring watches[91]. However, various issues need to be addressed in the manufacturing process of flexible PI temperature sensors. One of the primary issues is the weak interface between PI film and silicon, which can lead to diminished performance and reliability. Another area for improvement is the difficulty of keeping the PI surface flat, which can lead to inaccurate readings. Both of these problems must be addressed to produce a reliable product. In this regard, Xiao et al. improved the process by using a liquid PI spin coating process and introducing a polydimethylsiloxane (PDMS) intermediate layer between the silicon layer and the PI substrate [Figure 16G], thus making up for the deficiency of the traditional process[92]. Gandla et al. directly integrated a flexible printed circuit board into PI film by laser-induced carbonization to make a flexible temperature sensor [Figure 16H], which fundamentally solved the problems existing in the traditional process, and further designed a flexible patch biological temperature sensor that can be applied in practice[16]. It has been proved that this sensor can monitor human temperature in real time, which is of great significance for personalized mobile health monitoring. What’s more, temperature sensing tends to be multifunctional (i.e., combined with other sensing functions such as pressure sensing) and highly sensitive. Wu et al. successfully prepared both temperature and pressure-sensitive polycrystalline silicon films on PI substrates using the aluminum-induced crystallization method [Figure 17A], which can be used for neural monitoring of brain injury and other healthcare applications[93]. Gao et al. used two-dimensional electrophoresis to combine single-walled carbon nanotubes (SWCNT) bundles with PI substrates to develop a highly flexible and versatile carbon nanotubes/PI composite membrane[94]. The composite membrane showed higher sensitivity than the platinum resistance thermometer at 25 °C to 60 °C [Figure 17B]. It showed the same accuracy as an infrared thermometer and digital mercury thermometer in skin temperature detection of the human forehead and armpit [Figure 17C and D]. In addition to being widely used in medical treatment, flexible temperature sensors have significantly contributed to mechanical temperature sensing, such as intelligent robots. On the one hand, the flexible temperature sensor composed of graphite-polydimethylsiloxane composite material, metal sensing electrode, and flexible PI film can be applied in different fields according to the change of graphite powder content. The composite material is suitable for switching devices when the graphite powder content is 15%. When the content is 20%, it has sufficient dynamic range to continuously sense temperature changes, which can be used for the humanoid artificial skin of intelligent robot sensory systems[40]. On the other hand, Bi et al. modified the surface of PI nanowires with silver nanoparticles to synthesize PI@Ag films that are highly sensitive to pressure and thermal changes[95]. Not only do the PI@Ag films combine temperature sensing and pressure sensing, but they also possess remarkable flexibility and antibacterial characteristics, making them suitable for detecting the temperature and movement of the human body. This demonstrated their potential for use in robotic intelligent sensing.
The “indirect application” of the flexible temperature sensor prepared by flexible PI has realized the accurate measurement of lots of information that is difficult to detect directly. An infrared radiometer is an indirect application of a temperature sensor. Dayeh et al. took flexible PI as the base and semiconductor yttrium barium copper oxide as the thermistor[96]. Then, they successfully obtained a flexible temperature sensor with a high response rate and detection rate by the surface bridge structure processing technology, which can be used to measure the infrared radiation of non-planar surfaces. Besides, Sahatiya et al. found that the flexible infrared detector based on solar exfoliated reduced graphene oxide-polyimide composite film is sensitive to infrared radiation of the human body and can be used for motion detection, which has potential application prospects in security, monitoring, and other fields[91]. Heat flux sensor is also a kind of indirect application of temperature sensor. Tan et al. used micro-electro-mechanical system technology to fabricate a wall-mounted flexible temperature sensor in a tube with the flexible PI film, which can be used to measure automobile exhaust flow, human blood flow and respiration rate, water flow and wind flow in nature [Figure 18][97]. The primary mechanism of the heat flux sensor is that the flow rate causes the temperature change, and the temperature change causes the resistance change of the sensor to a certain extent so that the flow rate change information can be obtained according to the resistance change information. More importantly, the thermally conductive PI substrate enables the sensor to achieve high heat transfer efficiency between heat and flow rate, ensuring its rapid response characteristics to transient flow changes. On the other hand, using a flexible PI substrate enables the sensor to be applied to non-planar measurements, such as pipeline airflow. The “indirect application” of flexible temperature sensors makes it possible to measure the information that is difficult to detect directly to a large extent, especially its flexibility and high stability break the limits of the detection environment and further broaden the detection application field.
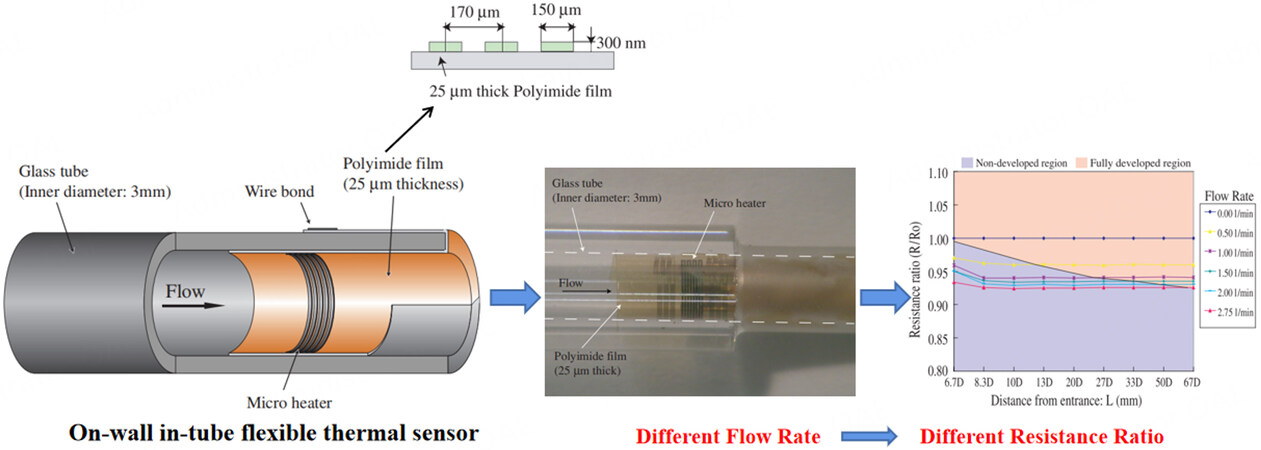
Figure 18. On-wall in-tube flexible thermal sensor, which can be used to flow testing[97].
To summarize, PI has remarkable qualities such as stability, malleability, and biocompatibility, which have greatly contributed to the advancement and utilization of bendable temperature sensors, especially in the medical sector and cutting-edge applications like intelligent robotic sensing. However, the utilization of flexible PI as a substrate still has some challenges, such as the weak bonding between PI film and other components, the increasing demand for multifunctional sensors, and the need for higher sensitivity. Subsequently, a variety of investigations have been conducted to confront these difficulties. Implementing an intermediary or utilizing laser-induced carbonization can provide a remedy for the problem of a weak interface; combining different types of sensor materials into a single PI base will not only reduce the cost of preparation but also allow for the integration of multiple sensing capabilities. To create thermal sensors with heightened sensitivity, materials of greater sensitivity, such as carbon nanotubes, can be utilized. It is believed that flexible PI will play a critical role in the field of flexible temperature sensing as temperature sensing applications evolve toward multifunctional and lightweight flexibility.
Force sensor
Force sensors are a critical type of sensor employed for various tasks including evaluating mechanical motion parameters in robots, tactile sensing in intelligent artificial skin, analysis of patient health status, and capturing human motion parameters[98]. For many applications, it is of great interest to sense stress changes in non-planar geometry. Therefore, a flexible, lightweight, and wearable, flexible force sensor is required[99]. Flexible polymer materials are critical elements of flexible sensing technology[47]. PI stands out among the many polymer materials because of its high and low-temperature resistance, chemical stability, and excellent processability. It often becomes a necessary material in preparing flexible force sensors.
Flexible force sensors can be manufactured using PI in three forms: film, aerogel or foam, and fiber. (1) PI film is a common material used in constructing flexible force sensors, acting as a substrate and dielectric layer. To facilitate the usage of the force sensor in applications demanding deformability, such as a robot gripper, Dobrzynska et al. incorporated PI into force sensor as a flexible substrate [Figure 19A][98]. This enabled the development of a highly durable and robust capacitive force sensor for force measurements. In an attempt to resolve the difficulties of clustering and surface flaws of piezoelectric ceramics in a polymer matrix, Wang et al. modified lead zirconate titanate [Pb(Zr0.52Ti0.48)O3, PZT] by the incorporation of a coupling agent-polydopamine (PDA), thus improving the affinity between PZT and PI components[100]. Then the uniform dispersion of PZT in the PI matrix was promoted, and the PDA@PZT/PI composite film force sensor with good stability and durability was obtained finally; (2) PI aerogels are commonly used to support detecting materials, for example, graphene and carbon nanotubes. On the one hand, PI aerogel makes the sensing material uniformly dispersed and fixed[101], showing better and more stable force sensing performance; on the other hand, it endows the sensor with excellent flexibility and elasticity.
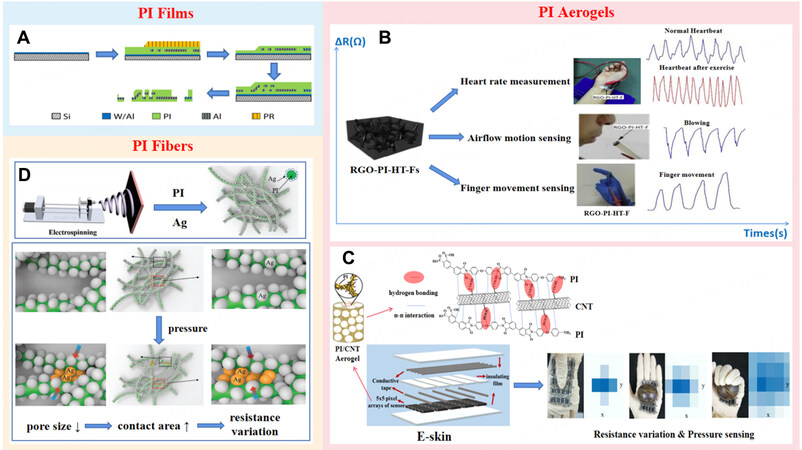
Figure 19. (A) Fabrication process of capacitive sensor (PI as flexible substrate and elastic dielectric)[98]; (B) The applications of RGO-PI-HT-Fs, including heart rate measurement, airflow motion sensing and finger movement sensing[99]; (C) Electronic skin assembled from PI/CNT composite aerogel, which can be used to sense pressure[15]; (D) The fabrication process of PI-Ag nanofiber membrane and its change before and after pressure[95].
Flexible force sensors are commonly composed of PI materials, such as aerogel, film, and fiber, in the capacity of the flexible substrate, dielectric medium, fixed and dispersed matrix of sensors. This has been a great assistance to the progress of research and development of flexible force sensors. To date, flexible force sensors crafted with PI materials have seen widespread application in robot sensing, medical health monitoring, wearable electronic devices, and other fields. In the years to come, nanofiber PI will be more extensively employed as a matrix for flexible force-sensing materials due to its remarkable mechanical properties. Our research objectives should be geared towards achieving a uniform blend of sensing materials and PI, as well as enhancing the even distribution of the sensing materials throughout the matrix.
Gas sensor
Flexible gas sensors are applied in wearable and portable electronic products, ambient air quality monitoring, and chemical substance detection on the surface of food packaging, etc.[105], which has attracted extensive attention from scientific researchers. PI is also often used in the production of flexible gas sensors. The application of PI flexible materials in gas sensors can be roughly divided into three categories. The first category is to make full use of the inherent flexibility, high temperature and chemical stability, low thermal conductivity, low density, and other properties of flexible PI to make it a high-performance flexible carrier of sensing materials, including the flexible PI film bearing carbon nanotubes, PI nanofiber that its backbone chain connected to fluorophore; The second category is to fabricate the micro thermal flexible substrate by using printing circuit technology and other means with PI flexible materials, to achieve flexible bearing and controllable working temperature dual functions; The third category is to consider the PI material as a kind of polymer sensing material.
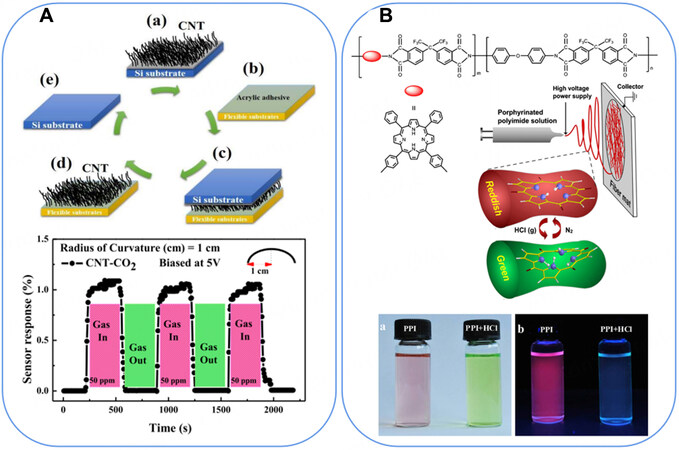
The flexible gas sensor consists of two parts: flexible substrate and sensing material. The choice of flexible substrate is one of the most important factors in developing flexible gas sensors. Paper, textiles, and polymers can be used as flexible substrates for flexible gas sensors to carry sensing materials. However, the thermal decomposition temperature of most of them is low, which not only prevents the sensor from being used in a harsh environment with high temperature but also limits the use of advanced processing technologies[105], including intense pulsed light irradiation and laser induction[106]. Flexible PI materials with high-temperature resistance can avoid such problems to a large extent. In the process of food packaging sterilization, the monitoring of high-temperature gas phase H2O2 is crucial. Still, high temperature, air heat transfer, humidity and other problems often affect the measurement effect of the sensor. Fortunately, polyimide has good thermal stability and chemical inertia in the H2O2 atmosphere, as well as low thermal conductivity, which can reduce the influence of heat transfer, and was used as the flexible substrate for calorimetric gas sensors by Kirchner et al. Incidentally, the flexible gas sensor mainly uses the temperature difference between the active and passive sensor segments caused by the exothermic decomposition of hydrogen peroxide on the catalytic surface to measure the concentration of H2O2 [Figure 20][107]. Using the high-performance PI substrate, the gas sensor can be used in harsh environments and directly on curved and non-rigid surfaces, such as critical locations in food packaging during sterilization. The PI substrate with high thermal stability not only makes it possible to use the sensor in harsh environments, but also enables some advanced high-temperature technology to be applied in the preparation of flexible sensors. For example, Choi et al. used intense pulsed light (IPL) irradiation technology to prepare optically reduced graphene oxide on thermally stable, highly transparent colorless polyimide (CPI) substrate, and obtained a flexible resistive gas sensor with H2S and C2H5OH response performance[17]. In this study, the PI substrate with high thermal stability is not affected by the high temperature of the IPL and gives the sensor flexibility, thus facilitating the development of wearable gas sensors (Figure 21 shows a wearable wristwatch-type sensor). Lightweight is also the target performance of flexible sensors, especially in transportation, human portability and other aspects of the more important role. For example, the flexible lightweight hydrogen sensor covered by the pipeline surface of the space shuttle not only needs to respond to the alarm of hydrogen leakage quickly, but also can not significantly increase the load of the aircraft. In this regard, Rashid et al. used high-performance flexible PI as the substrate and ZnO nanorods (NRs) loaded with palladium (Pd) catalyst as the sensing material to synthesize a lightweight, mechanically stable, flexible hydrogen sensor, which is capable of rapid response and stable operation[108]. When the sensor is exposed to H2 gas, the resistance drops rapidly; When the H2 gas supply is stopped and the air is introduced, the resistance almost returns to its previous state and has repeated cycle responsiveness. This is mainly because the adsorbed oxygen on Pd@ZnONRs rapidly reacts and releases electrons upon encountering hydrogen gas, forming a conductive band and reducing resistance. Unfortunately, bending will affect the initial resistance of the sensor, so initial resistance calibration is required before it can be used. Li et al. innovatively used In2O3 nanofiber as a sensing material, which has good flexibility and can show similar mechanical properties to the flexible PI substrate, to reduce the influence caused by bending motion greatly[109]. This sensor maintains excellent sensing performance after 100 bend/stretch cycles, providing reliability and excellent flexibility. In fact, in order to achieve the flexible transformation of sensors, on the one hand, the loading of sensing materials can be carried out on flexible PI. For example, Lin et al. directly transferred carbon nanotubes grown on a SiO2 matrix to flexible polyimide (PI) substrate coated with an acrylic adhesive [Figure 22A][110]. On the other hand, the sensing materials can also be carried out at the level of PI molecular chain. For example, Lv et al. combined the porphyrin with colorimetry and fluorescence sensitivity with the PI[111]; that is, the porphyrin group was connected to the PI main chain through chemical bonds, and the porphyrin polyimide (PPI) nanofiber membrane was synthesized. This not only avoids the aggregation-induced fluorescence quenching of porphyrin but also improves the overall physicochemical stability of the sensor, which can be used as a photochemical gas sensor for the detection of hydrochloric acid [Figure 22B].
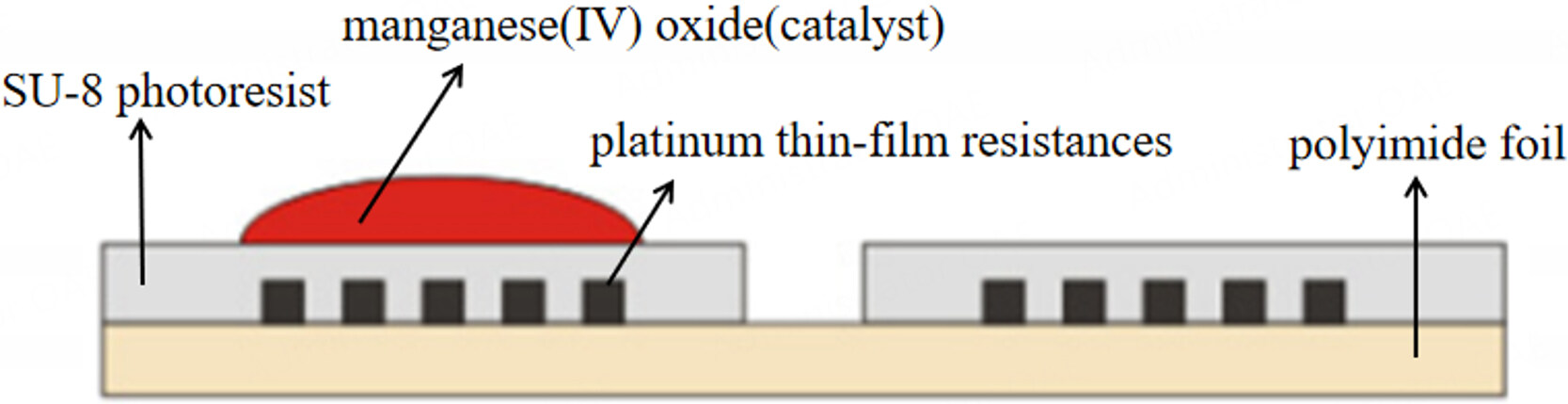
Figure 20. Construction diagram of calorimetric gas sensor (catalyst on left; no catalyst on the right; temperature difference between two sides during measurement)[107].

Figure 21. (A) Photograph of wearable sensor (the flexible IPL-RGO sensor layer is in the blue box); (B) the sensor has stable H2S sensing performance[17].
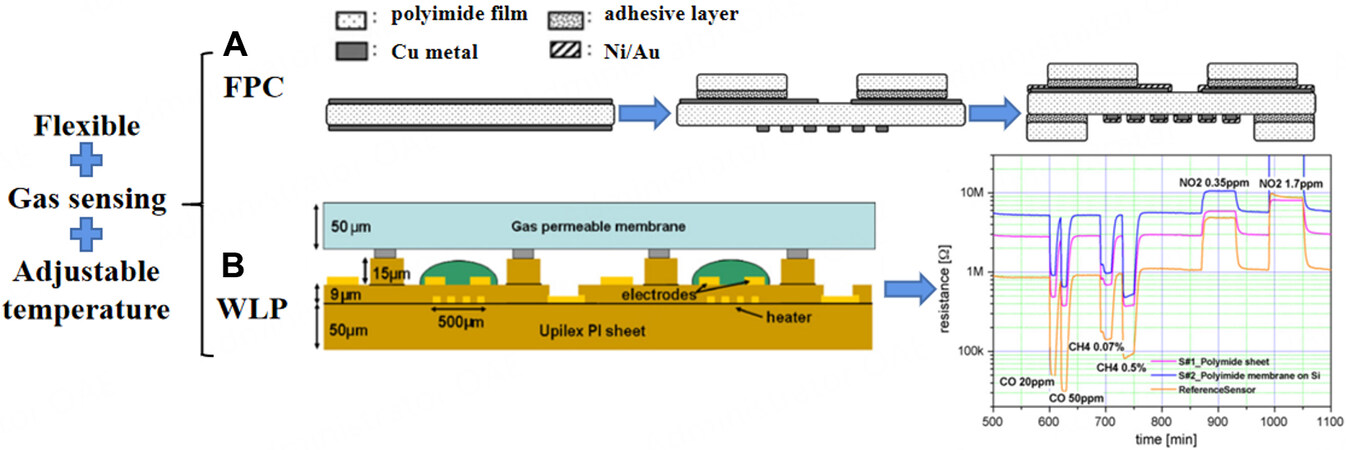
The operating temperature will significantly affect the conductance of the gas sensing material, the amount of adsorbed gas, and the diffusion rate of the analyte, so the gas detection sensitivity often needs a temperature control device to play the best sensing performance at the best operating temperature. There are many studies using printing circuit technology, gravure printing technology, and other ways to set the heating circuit on the flexible PI substrate to obtain a micro thermal substrate with the integration of flexibility and heating, which is used to regulate the working temperature of the flexible gas sensor. Using the modified flexible printed circuit technology (FPC) to process a thin conductive copper layer on a polyimide film, Kim synthesized a micro-thermal substrate [Figure 23A] that integrates a detection electrode, and a resistance hot-wire[112]. It can be used as a flexible substrate for gas sensors to adjust the operating temperature. The flexible gas sensor formed by the micro-thermal PI substrate and carbon black polymer can be used to detect ethanol in practice. Its working mechanism is to measure the ethanol concentration by the impedance change after the sensing layer’s expansion caused by ethanol vapor. Apart from this, it can also distinguish three different volatile organic compounds (VOCs), including ethanol, toluene, and benzene. The research team of Brian et al. innovatively selected a PI micro thermal substrate with a platinum heating electrode and tin oxide (a metal oxide) sensing material[113], and employed wafer-level packaging technology to manufacture a completely flexible gas sensor capable of identifying CO, NO2 and CH4 gases [Figure 23B]. While Lin et al. used the concave printing technology to introduce an Ag electrode on PI to form a heating element so that the working temperature of WO3-PEDOT:PSS nanocomposite sensing material could be kept between 200 °C and 400 °C, ensuring the rapid NO2 response and reversible operation of the sensor[114].
Polymers have been widely used as sensing materials. PI is also a promising class of flexible sensing materials due to its reaction to ammonia (NH3) vapor. Moreover, PI has excellent stability and biocompatibility and can be used to detect ammonia vapor in food packages. Papadopoulou et al. gained pyromellitic dianhydride-4,4′-oxydianiline (PMDA-ODA) films by solution casting and found that their electrical conductivity would increase when exposed to ammonia vapor[115]. The primary cause of this is the reaction of PI and ammonia, which yields an amide with no conjugate double bond. As a fragile base
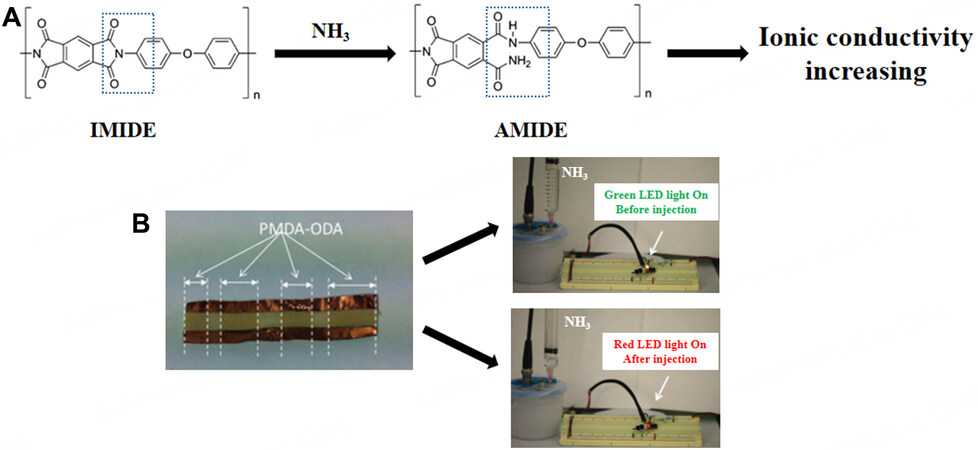
Figure 24. (A) Polyimide reacts with ammonia to form an amide; (B) the sensor of PMDA-ODA constructed on cotton fabric shows green color when there is no ammonia gas, and red color when there is ammonia gas resistance less than the threshold resistance[115].
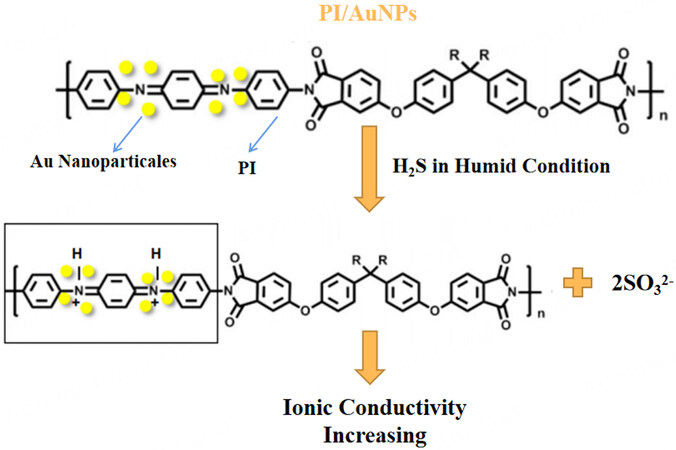
Figure 25. Sensing mechanism of electroactive PI/AuNPs chemoresistance sensor[116].
Gas sensors are indispensable for a multitude of applications including environmental monitoring, industrial safety, food safety and smart home systems[117], particularly the flexible ones with improved performance and wider utilization. Flexible PI materials are extensively utilized in the manufacture of flexible gas sensors, as demonstrated by Table 5. Flexible PI is frequently employed as a pliable foundation for high-performance flexible gas sensors. Several investigations have also morphed it into a ductile micro-thermal foundation with a heating feature, thus enabling the sensor to remain at its optimal temperature. A few studies also directly regard it as a flexible sensing material. The flexible PI will persist in its significant contribution to the creation and implementation of adjustable gas sensors.
Some studies on flexible gas sensors prepared with PI material
| Sensing material | Fabrication technique | Sensing mechanism | Target gas | Year&Ref. |
| Carbon black polymer | FPC + Drop-casting | Impedance change | C2H5OH | 2006[112] |
| SnO | WLP + Drop-casting | Impedance change | CO, NO2 and CH4 | 2008[113] |
| Porphyrin PI nanofibers | Electrospinning | Fluorescent response | HCl | 2010[111] |
| Manganese (IV) oxide | PVD | Temperature change | H2O2 | 2012[107] |
| Pd@ZnO | Hydrothermal treatment + Magnetron sputtering | Impedance change | H2 | 2013[108] |
| CNT | Overall transfer | Impedance change | CO2 | 2015[110] |
| WO3-PEDOT:PSS | Gravure technology | Impedance change | NO2 | 2015[114] |
| PI | Solution casting | Impedance change | NH3 | 2016[115] |
| IPL-RGO | Drop-casting | Impedance change | H2S, C2H5OH | 2016[17] |
| TiO2 film | DC magnetron sputtering | Impedance change | H2 | 2017[118] |
| PI/AuNPs | Doping | Impedance change | H2S | 2019[116] |
| MXene (V2CTx) | Drop-casting | Impedance change | H2, methane | 2019[117] |
| LIG | Laser-induce | Thermal conductivity change | N2, CO2 | 2019[106] |
| In2O3 nanofiber | Electrospinning + Deposition | Impedance change | TMA | 2020[109] |
| Pt/TiO2/Pt | DC magnetron sputtering | Impedance change | H2 | 2021[119] |
FLEXIBLE FUNCTIONAL PI MATERIAL
Flexible luminescent PI material
The introduction of luminescent groups or complexes into PI can form flexible luminescent materials with photoluminescence (PL) and/or electroluminescence (EL) properties, which have a wide range of applications in Light-Emitting Diodes[22]. The inherent high-temperature resistance of some polyimides can largely avoid the damage caused by Joule heat in the continuous operation of LEDs[120]. In addition, its good solvent solubility and film-forming ability also make it possible to obtain a flexible luminescent layer.
There has been much research on introducing luminescent groups or complexes to form PI luminescent materials. Wu et al. introduced 2,5-dialkynylpyrazine (DSP) as an active electroluminescent unit into PI to create a transparent and flexible LB film that could emit orange-red light under forward bias[121]. Eugene I. Mal’tsev et al. combined heat-resistant aromatic polyimide (APIs) with 8-hydroxyquinoline aluminum and found that the phenomenon of light quantum would be generated at the interlayer interface after the recombination of electrons and holes and then prepared LED based on this[122]. Ng et al. synthesized a novel aromatic PI containing double (2,2′:6′,2″-tripyridinium) ruthenium (II) {[Ru-(tpy)2]2+} complex and the ITO/PI/Al single-layer light-emitting devices based on that also emitted red light after applying a voltage of
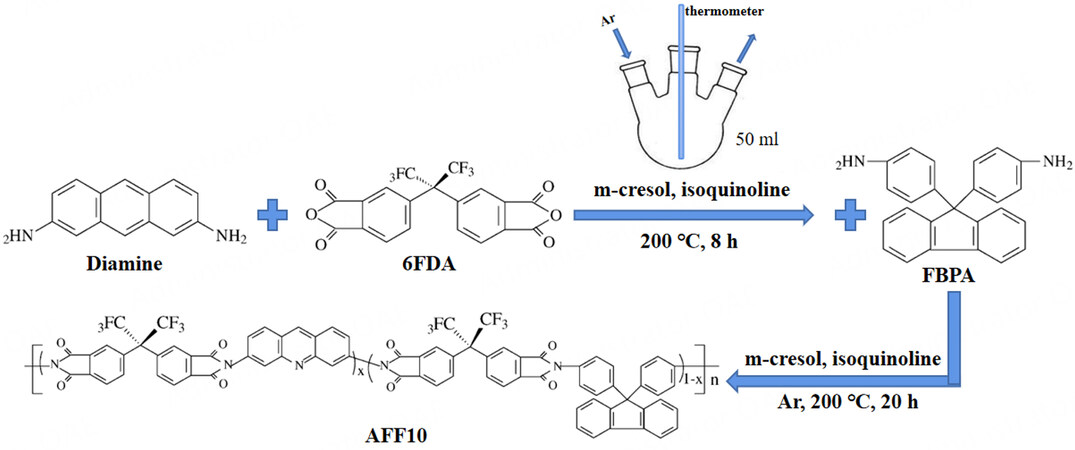
Figure 26. Synthetic route of AFF10[125].
The above researches mainly focus on synthesizing flexible PI luminescent materials, but the solid substrate is still used in the LED manufacturing process. For example, the transparent conductive oxide is deposited on the glass plate as the substrate, resulting in the inability to achieve fully flexible LED. In this regard,
Flexible colorless PI substrates
Flexible PIs have attracted growing interest because of their excellent comprehensive properties such as high-temperature resistance, chemical stability, radiation resistance, good mechanical properties, etc. They are currently the most suitable substrate materials for various flexible devices, compared to the brittle inorganic thin film materials, expensive metal foils, and many other polymers with weak thermal resistance. However, conventional PIs usually have a light or dark yellow appearance. Strong absorption in the visible light range is due to the potent charge transfer complex (CTC) derived from the substantial electron donor and electron acceptor in the PI molecular structure within or between the PI molecular chains resulting in tight molecular chain accumulation. The yellow appearance of PIs greatly hinders their extended applications in optical materials and other advanced material fields. In recent years, to make the PIs meet the requirements of solar cells and other optical devices as substrate materials, there have been many pieces of research devoted to converting conventional PIs into colorless PI (CPI) films by modifying the polymer structure or introducing the inorganic nanoparticles. To be specific, the modification of polymer structure, such as the introduction of strong electronegative groups, alicyclic structures, big substituent groups, asymmetric structures, and rigid non-coplanar structures, can inhibit or reduce the formation of intermolecular or intramolecular CTC. Moreover, inorganic nanoparticles with polymerizable groups can be evenly dispersed in the PI molecular chain, effectively avoiding inorganic clusters, which is also conducive to forming PI films with good transparency. Table 6 provides a summary of the strategies for preparing CPI.
Some strategies to prepare CPI
| Strategy | Introduction | Sample | Light transmittance (Twavelength) | Reference |
| Modifications of polymer structure | strong electronegative groups | 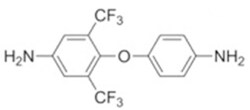 diamine monomer with trifluoromethyl(-CF3) | T550 = 87%~91% | [129] |
| alicyclic structures | 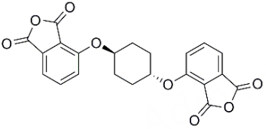 semi-aromatic dianhydride monomer | T400 = 83% | [130] | |
| large substituent groups | 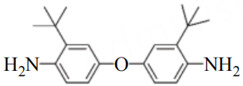 diamine monomer with tertbutyl groups | T300 > 90% | [131] | |
| asymmetric structures | 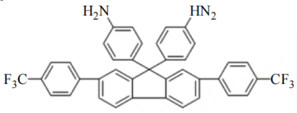 diamine monomer with a fluorene moiety | T500 > 80% | [132] | |
| Introduction of the nanoparticles | Inorganic nanoparticles with polymerizable groups | 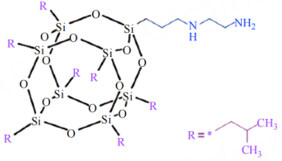 polyhedral oligomeric silsesquioxane containing an amine group (NH2-POSS) | T400 > 91% | [133] |
Although many approaches have been reported to fabricate CPI, three challenges still exist, which have largely hampered the widespread deployment of CPI with great comprehensive performance for optoelectronic display applications[48]. (1) The CPI substrates endowed with higher temperature resistance are essential to withstand the high processing temperatures of various optoelectronic applications. The thermal stability of a typical polyimide film is at 450 °C or below[134]. As a result, flexible optoelectronic devices cannot be processed at temperatures above 500 or 600 °C. It has become one of the biggest obstacles to fabricating flexible solar cells and other optoelectronic devices. Nevertheless, the molecular structure design that is beneficial to the optical transparency of PI usually reduces the thermal stability of PI to a certain extent. Structural factors that improve thermal properties, such as rigid aromatic and highly conjugated structures, will bring about the CTC effect and reduce the optical transparency of PI. For example, the introduction of trifluoromethyl groups (-CF3) groups inhibits the formation of CTC. Still, the nonlinear and non-planar steric structures disturb self-chain alignment, increase the packing distance, loosen the chain stacking, and decrease packing density, leading to the sacrifice of thermal stability[20]. Therefore, a reasonable trade-off between optical transparency and thermal properties should be considered for the structure design of CPIs. In this regard, Kim et al. developed soluble PI with symmetrical diamine monomers containing trifluoromethyl groups that balanced the contradiction between optical properties and thermal stability, achieving desirable CPI with excellent thermal stability [Figure 27A][135]. On the one hand, PI has relatively high optical transparency for introducing the -CF3 that reduces the CTC. On the other hand, the excellent thermal stability of the CPI can be attributed to the increase in the regularity of CPI leading to increased inter-molecular interactions. In addition to the molecular structure design, incorporating nanofillers into the CPI substrates has been demonstrated as an effective and simple method to improve thermal resistance. For example, Chen et al. proposed a novel cellulose nanocrystal (CNC)/CPI hybrid substrate, whose CPI was initially prepared through molecular design and followed by CNC reinforcement[20]. The substrate exhibits significantly enhanced thermal properties because the strong hydrogen bonds between CNCs and CPI matrix compensate for the sacrificed performance [Figure 27A]; (2) The coefficient of thermal expansion (CTE) of the PI film does not always match the rear/front contact materials, which is a critical factor affecting its performance as a flexible substrate. The unmatched CTE values between the polymer films with other heterogeneous contact materials, such as metal, glass, or ceramic, are one of the most important reasons for thermal stress in the CPI films and delamination, cracking, and other failures in the devices[19]. Moreover, the structure design of CPIs, like the introduction of alicyclic structures, bulky -CF3 group, etc., can markedly increase the CTE so that it cannot match the low CTE of the contact materials. As a result, a reasonable trade-off between optical transparency and CTE should also be considered in the structure design of CPI. Low CTE of CPI can also be achieved by two strategies similar to high thermal resistance: molecular structure design and inorganic additives hybrid. Yang et al. fabricated a series of amide-bridged CPI films with low CTE and high optical performance, resulting from the incorporation of amide groups within polyimide chains that significantly improved thermal and mechanical properties [Figure 27B][136]. Besides, hybridizing with inorganic additives, such as silica and titania, via the sol-gel route has also been proven effective in decreasing the CTE values of CPI films. For example, the colorless polyimide-inorganic hybrid thin films[137] with low CTE and excellent optical transparency are prepared from 1,4-bis(3,4-dicarboxyphenoxy)-2,5-di-tert-butylbenzene dianhydride (DDBBDA)/oxydianiline (ODA) with silica or titania precursors [Figure 27B]; and (3) The CPIs with oxygen transmission rate (OTR) and low water vapor transmission rate (WVTR) features guarantee the high performance of the flexible devices that use CPI as the substrates when exposed to environmental moisture. Therefore, the research for CPI films endowed simultaneously with low water vapor transmission rate (WVTR) and oxygen transmission rate (OTR) is a burning issue. However, general PI films cannot meet the requirement of the various optoelectronic applications due to their high WVTR values of 100~102 g/m2/day that dependent on the aggregation structures of their molecular chains, which is difficult to avoid. To decrease the WVTR and OTR, incorporating inorganic additives with significantly higher barrier properties, for instant, graphene, might be a simple and effective strategy to improve their moisture barrier properties to some extent. Wang et al. prepared amino-functionalized graphene oxide (GO-NH2)/polyimide composite films with improved hydrophobic properties, indicating that the composite films become alienated to water after adding the fillers that exhibit excellent dispersibility and compatibility with the PI matrix[138] [Figure 27C]. The structure design is another strategy to improve the hydrophobic behavior of CPI. Tapaswi et al. synthesized hydrophobic fluorinated CPI derived from novel perfluorodecylthio substituted aromatic diamines[139]. The hydrophobic characteristics of CPI result from the perfluorodecylthio group of CPI, which could efficiently lead to the migration of the fluorocarbon chain segments to the film surface and, thereby, fluorine enrichment at the surface, thus reducing the surface tension and making the character more hydrophobic [Figure 27C].
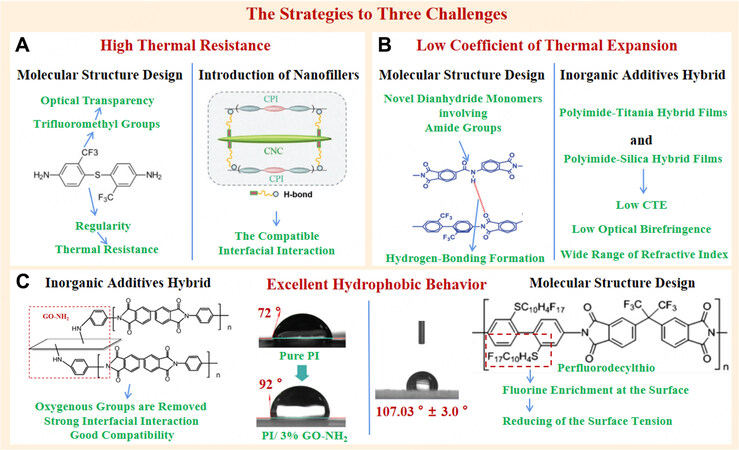
With the maturity of CPI synthesis technology, CPI has gradually become flexible substrates for thin-film solar cells, advanced flexible display devices, and flexible printed circuit boards due to the excellent comprehensive performance of traditional PI and the unique high transparency of CPI[19]. Here are the applications of CPI as flexible substrates in solar cells, display devices, and printed circuit boards.
(1) The flexible solar cell based on CPI has many advantages over other substrates, such as weight reduction, cost savings, shape adaptability for curved surfaces, and easy manufacture[140]. Therefore, Lim et al. utilized a CPI as the substrate to deposit an Ag nanowire (NW) network electrode, which achieved a low sheet resistance of 21.76 Ω/square and high transparency of 84.84%[141]. Moreover, the solar cell fabricated on that showed a power conversion efficiency of ~2.62%, indicating that Ag NW/CPI electrode is a viable alternative to ITO electrodes for the fabrication of cost-efficient and soft solar cells [Figure 28A]. As shown in the Figure 28B, the flexible perovskite solar cells with the structure of Au/PTAA/MAPbI3/ZnO/ITO/CPI were fabricated by Park et al. with the ITO film deposited on CPI, which showed meager sheet resistance of 57.8 Ω/square and high transmittance of 83.6%[142]. Besides, to alleviate resource waste and environmental pollution, a recyclable crosslinked polyimide (RCPI) was fabricated by Zhang et al. utilizing the carboxyl ligand exchange coming from the cyclic Ti-oxo cluster (CTOC) with labile carboxyl ligands and CPI with pendent carboxyl groups[143] [Figure 28C]. The RCPI could be recycled into reprocessable CPI and CTOC solution by pivalic acid, and the flexible organic solar cells based on that provided a high efficiency of 14.78% and possessed recyclability is incredibly significant for a sustainable society; (2) Flexible substrates, the critical component of advanced optoelectronic display devices shortly, play a vital role as an optical signal transmission pathway and medium and structural support. As one of the promising substrate materials, CPI is reckoned to be the most promising transparent substrate of advanced flexible display devices due to its attractive features such as good optical transmittance similar to thin glass, good flexibility and toughness comparable to metal foil, better thermal resistance than other polymer films, etc.[19]. As shown in Figure 29A, the OLEDs built on the novel CNC/CPI hybrid substrate exhibit outstanding performance, comparable to those built on rigid high-temperature-resistant glass substrates[20];
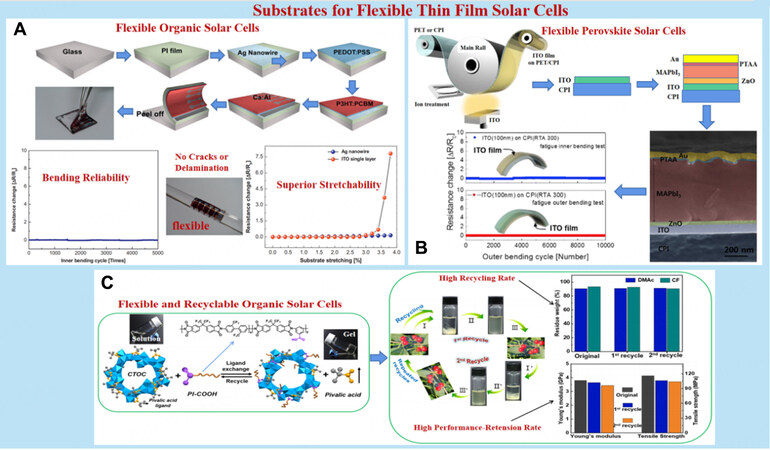
Figure 28. (A) Schematic of the fabrication process for flexible organic solar cells on Ag NW/CPI electrode, the stretchability and bending fatigue reliability of the Ag NW/CPI electrode resulting from the tests[141]; (B) Schematics illustration of the RTR sputtering process for flexible ITO films on CPI substrate and the bending fatigue test of ITO/CPI substrates[142]; (C) Illustration of the crosslinking between CTOC and PI-COOH with the removal of pivalic acid and the recycling process by adding pivalic acid and the recycling performance of the RCPI[143].
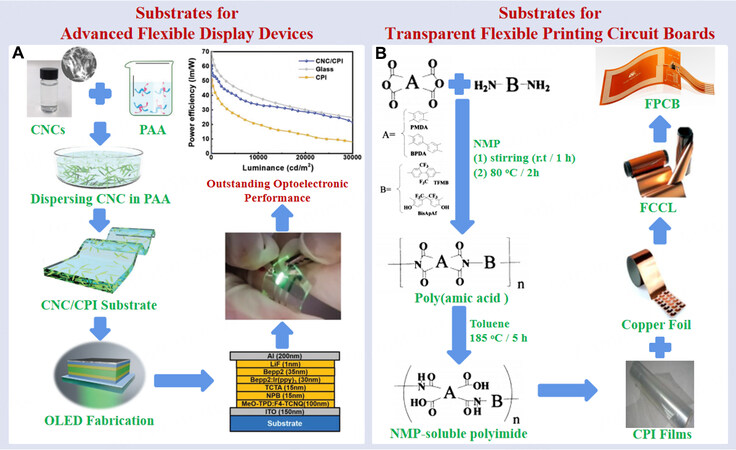
As flexible optoelectronic gadgets continue to advance at a rapid rate, the demand for CPI films with impressive comprehensive performance is growing rapidly. In recent years, the applications of CPI film in solar cells, advanced flexible display devices, and flexible printed circuit boards have become more widespread. Everyone is aware that altering the molecular structure of PI and introducing inorganic nanoparticles are two successful techniques to suppress or diminish CTC, leading to colorless PI. Nevertheless, those tactics generally adversely affect thermal and mechanical characteristics, for example, the decreased thermal resistance and the high CTE, which hinder the broader utilization. In addition, the hydrophobic property of CPI leads to the poor performance of the devices based on CPI when exposed to moisture in the environment. In order to surmount the impediments mentioned above, the incorporation of inorganic additives or the design of molecular chain is utilized to offer CPI with more excellent thermal resistance, reduced CTE, and improved hydrophobic properties. Furthermore, there are other issues that need to be addressed, such as the expensive cost of the CPI and the lack of advanced manufacturing technology, which requires further research.
Flexible lithium-ion battery separators
Flexible PI material has been widely used in lithium-ion battery separators. Firstly, the PI, with its rigid aromatic ring structure, has excellent high-temperature resistance, which enables PI to withstand thermal failure caused by overcharging of lithium-ion batteries. Secondly, PI’s signature polar imide ring, N atom containing lone electron pair, hydroxyl group, and other groups, and high pore structure give it excellent electrochemical performance such as electrolyte uptake ability and ion conductance[145,146]. Thirdly, the high flexibility and mechanical strength of most PIs ensure the viability and safety of lithium-ion batteries when wound, assembled, and operated under harsh conditions[18]. Finally, PI has strong processibility, that is, through (1) molecular structure design, that is, introducing large volume side groups, flexible ether bonds, and polar groups in the molecular chain; and (2) microscopic morphology control, that is, physical or chemical crosslinking modification with other materials to synthesize the battery separator with better performance[145,147] [Figure 30]. Based on the above advantages, flexible PI material has gradually become an ideal diaphragm material for lithium-ion batteries to achieve high performance, such as large capacity, high rate, and long cycle life[46].
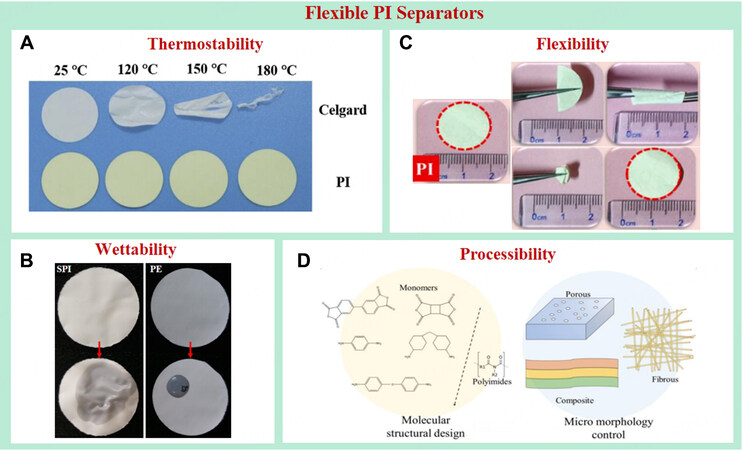
Figure 30. PI battery separators’ (A) Thermal stability (comparison between traditional polyolefin microporous cell separator and PI film at different temperatures)[148]; (B) Electrolyte wettability (PI film VS polyethylene battery separator)[146]; (C) Flexibility (PI can be restored to a certain extent after mechanical operation of bending, twisting and wrinkling)[18]; (D) Processibility (the PI cell separator can be modified by molecular structure design and microscopic morphology control)[147].
Electrospinning has attracted much attention because of its ability to produce large surface area, high porosity, and fully interconnected pore structures. It is the most commonly used method to prepare PI battery separators. For example, Miao et al. used electrospinning technology to prepare PI nanofiber-based nonwovens with excellent thermal stability, high porosity, air permeability, and electrolyte wettability, which can be used as a separator for lithium-ion batteries[46]. Compared to commercial polyolefin (Celgard) separator, PI battery separator provides a higher capacity, lower resistance and higher multiplier performance. Its high thermal stability also improves the safety factor of the battery. However, there are also some problems with electrospinning technology, such as large average pore size, wide pore size distribution (leading to self-discharge and electrolyte leakage), poor affinity with electrolyte (leading to higher resistance), and high porosity (leading to relatively poor mechanical properties). (1) PI nanofiber film produced by electrospinning technology will cause self-discharge and uneven current distribution due to some large pores, which will lead to the growth of local lithium dendrites and affect the long-term recycling performance of lithium-ion batteries. To solve that problem, Lee et al. selected Al2O3 coating with a nano-porous structure to wrap PI nanofibers, and the obtained Al2O3-PI(PI) battery separator showed electrochemical performance such as high rate, high capacity, and long-term recycling in the use of lithium-ion batteries[148] [Figure 31A]. Deng et al. combined in situ dispersion method and electrospinning technology to disperse SiO2 nanoparticles on PI fiber, and the obtained surface nanoparticles of SiO2-PI battery separator are not easy to fall off and gained better mechanical flexibility[152]; (2) To solve the problem of poor affinity with electrolytes, Ye et al. modified PI nanofibers with an appropriate amount of polyaniline (PANI) nanowires through in situ polymerization, which improved the electrolyte wettability, ionic affinity, and ionic conductivity of the diaphragm[148]. Due to the introduction of polyaniline, apart from the original pore channels carrying liquid electrolyte to transport Li ions on the PI film, there are addicted two new channels: a large number of nano transport channels between ordered polyaniline nanowires as well as the electron donor-acceptor complexes formed by the nitrogen atom of PANI and Li ions. However, it should be noted that polyaniline should not be excessive, which will lead to the blockage of nanochannels and the decrease of ionic conductivity. As shown in Figure 31B, PANI/PI-2, with moderate PANI content, has the smallest volume resistance, resulting in the highest ionic conductivity; and (3) To solve the problem of poor mechanical properties, Sun et al. adopted in situ self-adhesive and micro-cross-linking technology[150], that is, sprayed 2% dilute PAA solution containing tetraethyl orthosilicate (TEOS) on both sides of PAA nonwoven membrane, which made the fibers on the surface of the membrane have micro-cross-linking morphology and thus improved the tensile strength (the mechanism is shown in Figure 31C). Modifying PI nanofibers by adding nanoparticles will lead to accumulations and poor mechanical properties. Chen et al. used the atom transfer radical polymerization (ATRP) method to graft 2-hydroxyethyl methacrylate (HEMA) with rich long polymer chains on the surface of TiO2 nanoparticles to increase the dispersion of nanoparticles[153]. At the same time, poly(vinylidene fluoride-co-hexafluoropropylene) (PVdF-HFP) was used as a binder and combined with PI fiber film by a hot rolling process to improve the tensile strength of the composite film. Incidentally, to ensure the safety factor of lithium-ion batteries, PI fibers can also be coated with boehmite (AlOOH) to achieve better flame retardancy in addition to their inherent thermal stability [Figure 31D], preventing catastrophic thermal runaway of lithium-ion batteries[151].
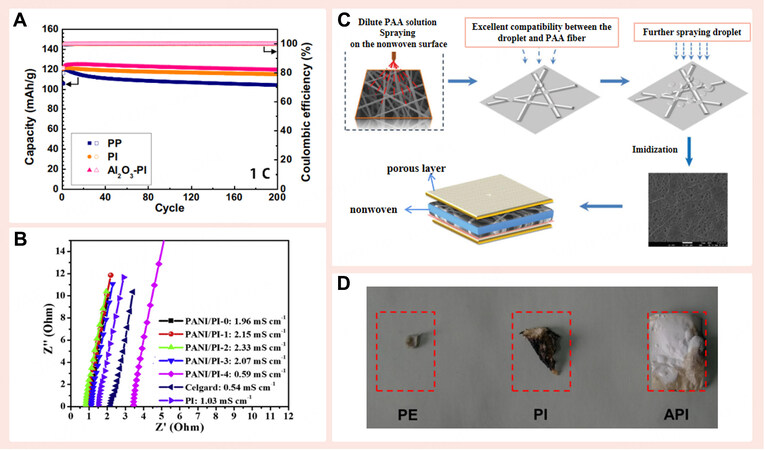
Figure 31. (A) Cyclic performance of batteries using PP, PI and Al2O3-PI diaphragms at constant current charge/discharge (1c/1c)[149]; (B) Ac impedance spectra of liquid electrolyte soaked Celgard film, P nanofiber nonwoven fabric and polyaniline /PI composite film at 25 °C[148]; (C) Mechanism of PI nanofiber membrane coated with porous layer by in situ self-bonding and micro-cross-linking[150]; (D) Ignition test of PE, PI and API diaphragms soaked in electrolyte[151].
Moreover, PI molecular structure design and crosslinking technology can be combined to synthesize the battery separators with better performances. For example, Deng et al. synthesized an environment-friendly hydrogen bond (H-bond) cross-linked cellulose/carboxylated polyimide (cellulose/PI-COOH) nanofiber battery separator by electrospinning technology[18]. The carboxyl group on PI molecular structure, hydroxyl group, and imine group on cellulose that is environment-friendly enhance the electrolyte affinity and wettability of the diaphragm. In contrast, the three-dimensional interconnected structure formed by hydrogen bond cross-linking improves mechanical flexibility. The battery separator is not only used to prepare high-performance lithium batteries. Still, it is also conducive to breakthroughs and innovations in a range of applications, such as flexible supercapacitors and lithium-sulfur batteries.
Although high-performance PI fiber membranes can be obtained by electrospinning technology combined with some modification schemes, the cost of this method is rather high, and the process is relatively complex. As a result, the phase transformation process controlled by thermodynamics and kinetics has attracted the attention of researchers. However, it is worth noting that the process has a precondition that the PI is organically soluble; otherwise, the soluble PAA solution for the operation would lead to inevitable volume changes and other problems later in the imination procedure. Tan et al. made use of soluble polyimide (SPI) with trifluoromethyl (-CF3) substituent as raw material to prepare a new type of lithium-ion separator by a phase transformation method and found that its cavernous structure with interconnected pores greatly promoted ion conduction and made the separator gain excellent electrochemical performance[146]. More excitingly, in addition to its inherently excellent flexibility, the film also can recover wrinkles after immersion in liquid electrolytes. Apart from the electrostatic spinning method and phase catalysis, research[154] innovatively used the sol-gel method to synthesize a new polyimide aerogel battery separator. Through characterization, it is found that it has higher pore uniformity, mechanical flexibility, electrolyte wettability, and thermal stability than the general PI fiber membrane, which makes the battery show better electrical performance, cycling performance, and safety.
In general, compared with traditional battery separator materials such as polypropylene (PP) and polyethylene (PE), PI film is regarded as a kind of high-performance flexible battery separator material due to its high thermal stability, electrolyte wettability, high porosity, excellent mechanical flexibility and strong processibility. After a series of studies, PI separators’ performance has been perfect, especially the flexibility, security, environmental protection, and other aspects of performance, to make the PI film continuously meet the requirements of a flexible battery diaphragm. The flexible PI film is expected to be widely used in lithium-ion batteries and other battery fields shortly and even realize the preparation of flexible energy devices.
Flexible memory PI material
Flexible resistance memory PI
Polymer materials have been widely studied and applied in the preparation of electronic storage devices due to their low cost, easy processing, flexibility, and expansibility advantages. Polymer memory has the advantages of simple structure, good mechanical properties, low cost, strong three-dimensional stacking ability, large data storage capacity, and the feasibility of adjusting the performance through molecular design and chemical synthesis. Among the many polymer materials, flexible polyimide (PI) is one of the most attractive and commonly used polymers for memory applications due to its high thermal stability and mechanical strength[22,155].
Because PI has different resistance under different voltages and the certain resistance memory effect, it can be used as an active memory material layer of memory. For example, a kind of functional PI containing both electron-donor (D) and electron-acceptor (A) moieties within a single macromolecule (called TP6F-PI) synthesized by Ling et al. with 4,4′-diaminotriphenylamine and hexafluoroisopropyl bis(phthalic dianhydride) as raw materials hold a resistance response effect[156]. Figure 32 shows the structural formula and current density-voltage (J-V) characteristics of TP6F-PI. The molecular structure of TP6F-PI contains triphenylamine as an electron donor (D) and o-phenylenediamine as an electron acceptor (A), which will generate charge transfer under the action of an electric field and form current. The TP6F-PI achieves a current surge at a voltage of about 3.2 V during the first scan of 0 to 4 V. That is, the storage device transitions from a low conductivity (OFF) state to a high conductivity (ON) state (the “write” process). In the second scan, the storage device maintains a high conductivity state. That is, it has a certain memory effect. In the third scan, from 0 to -4 V, there is a current drop at a threshold voltage of about -2.1 V. The storage device is returned from the ON state to the OFF state (the “erasure” process). In the fifth and sixth scans, the storage device can enter the ON state normally (rewritable). As a result of the similar resistive memory response effect, PI is widely used in the preparation of memory storage devices. For example, TP6F-PI, with the ability to write, read, erase and refresh the electrical state, can be used to prepare dynamic random access memory (DRAM).
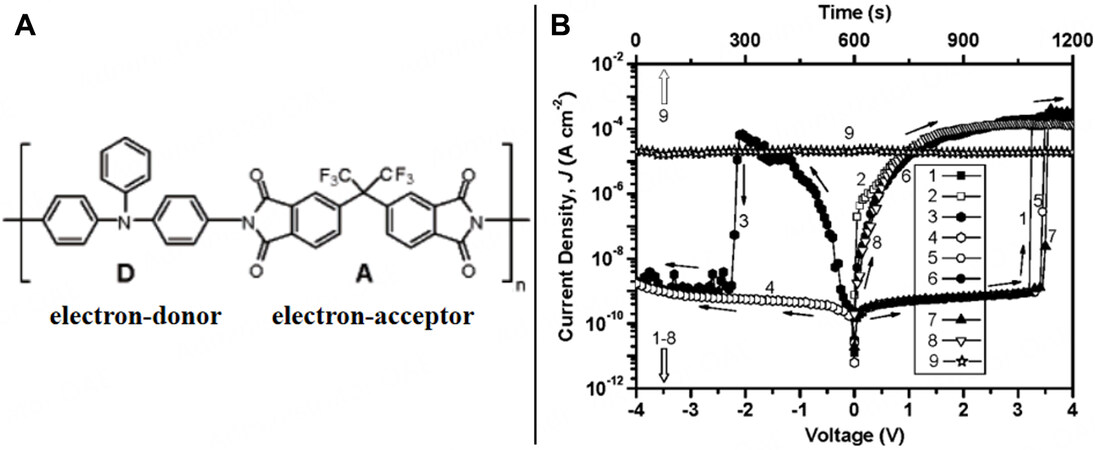
Figure 32. (A) Molecular structure of functional PI (TP6F-PI); (B) Current density-voltage (J-V) characteristics of TP6F-PI[156].
In fact, PI memory can be divided into volatile and non-volatile categories. The PI material used in volatile memory, including Dynamic Random Access Memory (DRAM) and Static Random Access Memory (SRAM), cannot sustain two different electronic states without an external power source, meaning that the written data will disappear. While the PI material used in non-volatile memory, including FLASH Memory and Write Once Read Many (WORM), can maintain two different electronic states without power supply, the written data will not disappear automatically[155]. Table 7 shows some PI materials commonly used for different types of memory[156-162]. There are many studies on PI materials used in all kinds of memory. The TP6F-PI prepared by Ling et al. are able to realize the function of DRAM[156]; The poly[3,3′-bis(N-ethylenyloxycarbazole)-4,4′-biphenylene hexafluoro-isopropylidenediphthalimide] (6F-HAB-CBZ PI) film synthesized by Hahm et al. provides the possibility for low-cost mass production of high-performance non-volatile memory devices[157]; Two new poly[2,7-bis(phenylenesulfanyl) thianthrene-hexafluoroisopropylidenediphthalimide] (APTT-6FDA) and poly[4,4-thiobis(p-phenylene-sulfanyl) -hexafluoroisopropylidenediph- -thalimide] (3SDA-6FDA) developed by You et al. are ideal materials for the preparation of non-volatile FLASH memory[158]; A solution-processable functional polyimide (P(BPPO)-PI) synthesized by Liu et al., containing 2,5-bis(4-phenoxyphenyl)-1,3,4-oxadiazole (BPPO) moieties as the electron donors and phthalimide (PI) moieties as the electron acceptors, can be used as active memory material in static random access memory (SRAM)[159]; A high temperature polyimide bearing anthracene moieties, poly(3,3′-di(9-anthracenemethoxy)-4,4′-biphenylene hexafluoroisopropylidenediphthalimide) (6F-HAB-AMPI) developed by Park et al., can be used to prepare a non-volatile FLASH memory that can be reliably written, read, and erased repeatedly for a long time[160]; The starburst polyimide 9Ph-6FDA developed by Yen et al. with N,N-bis[4-(4-methoxyphenyl-4′-aminophenylamino)phenyl]-N′,N′-di(4-methoxyphenyl)-p-phenylenediamine and 4,4′-(hexa-fluoroisopropylidene)diphthalic anhydride has good solubility, film formation and stability, as well as SRAM memory behavior and long retention time[161]; Sun et al. introduced PI films with resistive switching memory properties on two-dimensional COFs by using 4,4′,4″-triaminotriphenylamine (TAPA) as electron donor and naphthalene-1,4,5,8-tetracarboxylic dianhydride (NTCDA) as electron acceptor[162], and the prepared PI-COFs is able to participate in the preparation of non-volatile WORM storage, etc. However, most previous studies still use solid substrates, such as glass substrates coated with ITO film, which limits the development and application of flexible memory. Fortunately, flexible substrates such as polyvinyl phthalate (PEN)[161] coated with the ITO layer have also been successively studied to form fully flexible memory with flexible PI.
Some PI materials are commonly used for different types of memories
Not only can flexible PI materials with resistance memory performance replace memory materials like inorganic silicon and metal oxide that have problems such as difficulty in miniaturization, poor mechanical performance, and low scalability, but they can also be employed to make all kinds of reliable data storage devices because they have greater high-temperature stability than most polymers. The advantage of PI is that it offers the potential to create slim and malleable data storage elements for wearable electronics, bendable displays, electronic skins, and other pliable electronic gadgets, drastically lowering the energy consumption needed for communication between edge gadgets and servers/data centers[163]. However, the ratio of raw ingredients and technical specifications for PI production will have an impact on its performance, including memory storage, which makes it unfeasible for commercial production. Thus, it is essential to identify a manufacturing process that can consistently produce PI with a consistent level of quality.
Flexible shape memory PI
Shape memory polymers (SMPs) are innovative materials that can maintain a temporary shape under external forces and restore them to a permanent shape under appropriate external stimuli (such as light, heat, magnetic field, electric field, etc.). SMPS are widely used in biomedical materials, intelligent textiles, self-healing, aerospace, and other areas[164]. As a kind of SMPs, flexible PI with thermal response shape memory performance [Figure 33] stands out because of its high-temperature thermal stability, radiation resistance, high tensile strength, and other excellent properties[166]. Therefore, researchers have conducted a series of studies on the shape memory performance of shape memory polyimide (SMPI) and its composite materials, roughly divided into two aspects: intrinsic characteristics research and composite materials research.
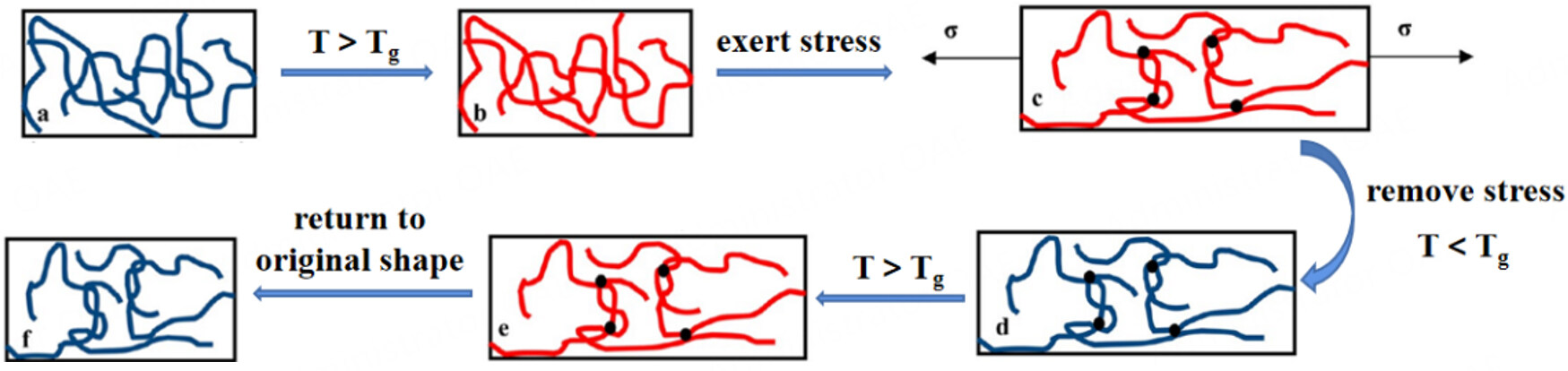
Figure 33. Shape memory performance demonstration of PI[165].
There are many studies to explore the shape memory performance of PI from the molecular structure, chain characteristics, molecular weight, and other intrinsic characteristics. Wang et al. explored the shape memory performance of a series of polyimides (Pls) with different chain structures[166]. They found that ODA-BPDA materials with the highest chain stiffness and linearity showed better shape memory performance than other PIs. Ma et al. also explored the shape memory performance of PIs with three different chain structures (containing pyridine rings, benzene rings and trifluoromethyl benzene rings, respectively)[167]. Additionally, they found that with the increase of chain structure rigidity, the strain recovery rate Rr (the ability of the material to return to permanent shape) would increase. What’s more, Xiao et al. found that the glass transition temperature (Tg) could be increased by controlling the high molecular weight (Mn) of the PI[168]. Under that foundation, they fabricated high-temperature shape memory polymer materials for high-temperature applications such as deployable space structures, shape deformation structures, intelligent jet propulsion systems, and high-temperature sensors and actuators. To achieve the performance combination of PI optical transparency and shape memory, and make its contribution to the field of light, ultrathin and flexible optoelectronic device applications in the future, Huang et al. synthesized colorless shape memory polyimide (CSMPI) using flexible 4,4′-(4,4′-isopropylidenediphenoxy)bis-(phthalic anhydride) (BPADA) and fluorine-containing 2,2′-bis (trifluoromethyl)-4,4′-diamino biphenyl (TFDB)[169]. On the one hand, the high flexibility of BPADA makes the molecular chains of PI easier to twist and tangle, forming physical cross-linking points, which is beneficial to improve shape memory performance; on the other hand, the large volume of CF3 can effectively destroy the conjugated structure of charge transfer complex (CTC) to ensure the good optical transparency of CSMPI. Subsequently, they prepared CSMPI substrate embedded in flexible double layer (Au/Ag) hybrid metal grids (BMG/CSMPI)[170] and transparent shape memory PI film embedded in transparent aluminum metal mesh (Alm@TSMPI)[171] by solution coating method [Figure 34]. They are expected to replace solid indium tin oxide to manufacture various ultra-thin flexible 3D optoelectronic devices and expand the application of flexible transparent electric actuators. Yang et al. devised a technique to manufacture recyclable thermosetting SMPI of a high standard without the need for a catalyst, achieved by combining amine-terminated bisimide (ATBI) and
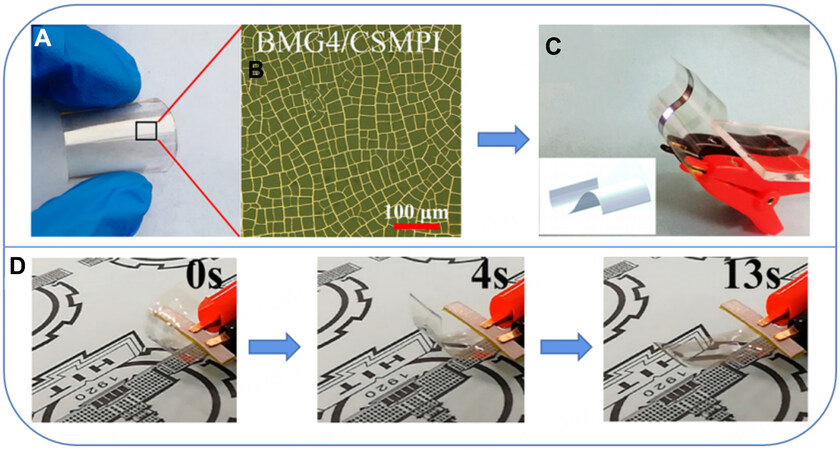
In order to improve the overall performance of PI, it is the most direct, simple, and effective method to form flexible PI composites by mixing other high-performance materials. For example, Yoonessi et al. prepared flexible graphene polyimide nanocomposites by solution blending[165]. They found that the Rr and strain fixation rate Rf (ability to maintain temporary deformation) of PI could be improved by adding an appropriate amount of fossil imide ink. Besides, Yang et al. found that the introduction of silica into PI could not only form a permanent cross-linking network to enhance shape memory performance but also form a protective silica layer on the surface to equip PI with atomic oxygen resistance capability to be applied to the aviation field[164].
Numerous studies have been conducted to create SMPI with enhanced performance through intrinsic properties and composite materials research, to better accommodate the needs of high-performance devices that are able to operate in difficult conditions, like flexible electronic devices, shape-deformable structures, deployable space structures, and intelligent devices. Even in order to facilitate the application of SMPI in complex objects, Li et al. also prepared SMPI ink and obtained 4D (dynamic 3D structure, which can actively change shape with time and external conditions) model aircraft and other complex shape objects by 3D printing or extrusion molding technology[21]. In addition, its utilization was widened to encompass sophisticated areas like stimulus response gripper [Figure 35]. By the way, in addition to being a shape memory material in itself, flexible polyimide can also be used as a flexible substrate for shape memory alloy films, promoting their application in soft robotics[173]. From the above research, we know that SMPI with the highest chain stiffness and linearity would show better shape memory performance than other PIs. In addition, different additives also play an important role in the shape memory performance of PI. Therefore, these become a basic criterion for us to adjust the memory performance of the SMPI.
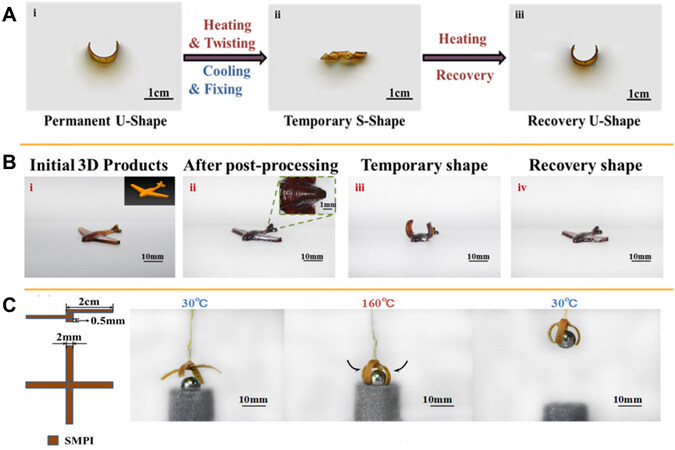
Figure 35. (A) Shape memory performance of monolayer SMPI; (B) Shape memory performance demonstration of 4D aircraft model made by SMPI; (C) Application of SMPI in stimulus response gripper[21].
CONCLUSION AND OUTLOOK
Flexible PI materials with excellent properties have been a significant force in the advancement of flexible applications, like flexible electronic devices, and they are an indispensable part of various flexible materials. This review provides a comprehensive overview of the utilization of PI materials in flexible barrier applications, sensors and functional applications. We found that flexible PI is no longer restricted to just traditional and simple applications but also has been implemented in more advanced and intelligent electronic devices, such as flexible substrate bearing of implantable medical electronic devices. However, scientific challenges and technical obstacles in the applications of flexible PI still need to be addressed.
(1) When PI is utilized as an electrical insulation material, insulation aging and heat accumulation are two main obstacles that we need to remove. Incorporating inorganic reinforcement materials, like silicon dioxide (SiO2), etc., is a straightforward approach to tackle insulation deterioration; to maximize the heat dissipation of PI, fillers with great thermal conduction could be introduced. In the following research, it is essential to investigate a material that can decrease insulation deterioration and enhance thermal conductivity to reduce the cost and the negative effect caused by the overloading of the fillers.
(2) Flexible PI foams can be effectively utilized on items with complex geometric designs, including aircraft sound insulation shells and automobile sound insulation layers. However, the sound absorption property of some PI foams under 50 Hz still does not meet the requirement of applications. The PI foam should be equipped with bubble structures in tune with low-frequency sound waves to optimize sound absorption.
(3) When flexible PIs are used as the substrates for sensors and other flexible devices, the fragile connection problem between the PI substrate and other parts is always considered by researchers. Two strategies can be used to remedy this problem. Firstly, both the incorporation of inorganic nanoparticles and the introduction of rigid chain segments to PI can significantly elevate the CTE, allowing it to approximate the low CTE of the contact materials. Secondly, advanced processing methods, such as implementing an intermediary or utilizing laser-induced carbonization, can avoid the weak interface between the PI substrate and other contact material.
(4) Inspiring ideas may be drawn from the utilization of these techniques when fabricating high-performance flexible sensors. Combining different sensor materials into a single PI base is an effective approach to obtaining sensors with multiple sensing capabilities. Utilizing materials of higher sensitivity, such as carbon nanotubes, can help to fabricate sensors with increased sensitivity. PI nanofiber can be employed as a matrix for sensing materials to reduce the bad influence of mechanical bending on the performance of sensors.
(5) The PI substrates must possess a higher thermal resistance to endure the elevated temperatures caused by the ITO, and other materials depositing process in the fabrication of flexible solar cells, etc. Molecular structure design, such as increasing the regularity of PI chains, can enhance inter-molecular interactions to gain better thermal resistance. In addition, incorporating nanofillers, like novel cellulose nanocrystals, into the PI substrates has been demonstrated as a straightforward and effective method to improve thermal resistance due to the strong hydrogen bonds between them.
(6) PI film has earned its reputation as an advanced flexible battery separator material due to its remarkable thermal stability, wettability of electrolytes, high porosity, and superior mechanical flexibility. However, most PI separators are fabricated by electrospinning technology, whose cost is rather high and the process is relatively complex. More advanced processing methods, such as sol-gel and wet spinning, should be explored in subsequent studies.
(7) High-performance flexible PI materials have a wide range of applications and huge market demand. Therefore, the low-cost and pollution-free synthesis required by its industrial production also deserves the attention of relevant researchers.
In conclusion, despite the numerous challenges that remain in the utilization of PI as a flexible material, it is anticipated that PI will remain a prominent and high-performance flexible material in a variety of applications in the future.
DECLARATIONS
Authors’ contributionsDesigned and wrote the original draft: Lin J, Huang J
Reviewed and revised the manuscript: Huang J, Fan T, Liu Y, Min Y
References search and manuscript layout: Su J, Weng M, Xu W
All authors have read the manuscript and approved the final version.
Availability of data and materialsNot applicable.
Financial support and sponsorshipThis research was funded by the National Natural Science Foundation of China (Grant No. 52003111 and U20A20340), National Key R&D Program of China (2020YFB0408100), the Program for Guangdong Introducing Innovative and Entrepreneurial Team (2016ZT06C412), Foshan Science and Technology Innovation Team Project (1920001000108).
Conflicts of interestAll authors declared that there are no conflicts of interest.
Ethical approval and consent to participateNot applicable.
Consent for publicationNot applicable.
Copyright© The Author(s) 2023.
REFERENCES
1. Herbert R, Kim JH, Kim YS, Lee HM, Yeo WH. Soft material-enabled, flexible hybrid electronics for medicine, healthcare, and human-machine interfaces. Materials 2018;11:187.
2. Elango N, Faudzi AAM. A review article: investigations on soft materials for soft robot manipulations. Int J Adv Manuf Technol 2015;80:1027-37.
4. Lee JH, Kim H, Kim JH, Lee SH. Soft implantable microelectrodes for future medicine: prosthetics, neural signal recording and neuromodulation. Lab Chip 2016;16:959-76.
5. Choi M, Kim Y, Ha C. Polymers for flexible displays: from material selection to device applications. Prog Polym Sci 2008;33:581-630.
6. Khatib M, Zohar O, Haick H. Self-healing soft sensors: from material design to implementation. Adv Mater 2021;33:e2004190.
7. Liu C, Wang Y, Zhang N, et al. A self-powered and high sensitivity acceleration sensor with V-Q-a model based on triboelectric nanogenerators (TENGs). Nano Energy 2020;67:104228.
8. Liu C, Fang L, Zou H, et al. Theoretical investigation and experimental verification of the self-powered acceleration sensor based on triboelectric nanogenerators (TENGs). Extreme Mech Lett 2021;42:101021.
9. Lee G, Kim CS, Kim S, Kim YJ, Choi H, Cho BJ. Flexible heatsink based on a phase-change material for a wearable thermoelectric generator. Energy 2019;179:12-8.
10. Cheng K, Hu JP, Wu YC, et al. Microwave-assisted synthesis of high thermal stability and colourless polyimides containing pyridine. Royal Soc Open Sci 2019;6:190196.
11. Hou X, Mao Y, Zhang R, Fang D. Super-flexible polyimide nanofiber cross-linked polyimide aerogel membranes for high efficient flexible thermal protection. Chem Eng J 2021;417:129341.
12. Schander A, Stemmann H, Tolstosheeva E, et al. Design and fabrication of novel multi-channel floating neural probes for intracortical chronic recording. Sensor Actuat A Phys 2016;247:125-35.
13. Ren X, Wang J, Sun G, Zhou S, Liu J, Han S. Effects of structural design including cellular structure precision controlling and sharp holes introducing on sound absorption behavior of polyimide foam. Polym Test 2020;84:106393.
14. Yang T, Yu Y, Zhu L, Wu X, Wang X, Zhang J. Fabrication of silver interdigitated electrodes on polyimide films via surface modification and ion-exchange technique and its flexible humidity sensor application. Sensor Actuat B Chem 2015;208:327-33.
15. Chen X, Liu H, Zheng Y, et al. Highly compressible and robust polyimide/carbon nanotube composite aerogel for high-performance wearable pressure sensor. ACS Appl Mater Interfaces 2019;11:42594-606.
16. Gandla S, Naqi M, Lee M, et al. Highly linear and stable flexible temperature sensors based on laser-induced carbonization of polyimide substrates for personal mobile monitoring. Adv Mater Technol 2020;5:2000014.
17. Choi S, Kim S, Kim I. Ultrafast optical reduction of graphene oxide sheets on colorless polyimide film for wearable chemical sensors. NPG Asia Mater 2016;8:e315.
18. Deng J, Cao D, Yang X, Zhang G. Cross-linked cellulose/carboxylated polyimide nanofiber separator for lithium-ion battery application. Chem Eng J 2022;433:133934.
19. Yi C, Li W, Shi S, et al. High-temperature-resistant and colorless polyimide: preparations, properties, and applications. Solar Energy 2020;195:340-54.
20. Chen L, Yu H, Dirican M, et al. Highly transparent and colorless nanocellulose/polyimide substrates with enhanced thermal and mechanical properties for flexible OLED displays. Adv Mater Interfaces 2020;7:2000928.
21. Li X, Yang Y, Zhang Y, et al. Dual-method molding of 4D shape memory polyimide ink. Mater Des 2020;191:108606.
22. Liaw D, Wang K, Huang Y, Lee K, Lai J, Ha C. Advanced polyimide materials: syntheses, physical properties and applications. Prog Polym Sci 2012;37:907-74.
23. Othman MBH, Ahmad Z, Akil HM, Zakaria MR, Ullah F. The effects of the SiOSi segment presence in BAPP/BPDA polyimide system on morphology and hardness properties for opto-electronic application. Mater Des 2015;82:98-105.
25. Terraza CA, Liu J, Nakamura Y, Shibasaki Y, Ando S, Ueda M. Synthesis and properties of highly refractive polyimides derived from fluorene-bridged sulfur-containing dianhydrides and diamines. J Polym Sci A Polym Chem 2008;46:1510-20.
26. Vinogradova S, Vygodskii Y, Korshak V. Some features of the synthesis of polyimides by single-stage high-temperature polycyclization. Polym Sci USSR 1970;12:2254-62.
27. Zhang X, Zhao X, Xue T, Yang F, Fan W, Liu T. Bidirectional anisotropic polyimide/bacterial cellulose aerogels by freeze-drying for super-thermal insulation. Chem Eng J 2020;385:123963.
28. Salem JR, Sequeda FO, Duran J, Lee WY, Yang RM. Solventless polyimide films by vapor deposition. J Vac Sci Technol A 1986;4:369-74.
29. Chen W, Chen W, Zhang B, Yang S, Liu C. Thermal imidization process of polyimide film: Interplay between solvent evaporation and imidization. Polymer 2017;109:205-15.
30. Wang Z, Chen X, Yang H, Zhao J, Yang S. The in-plane orientation and thermal mechanical properties of the chemically imidized polyimide films. Chin J Polym Sci 2019;37:268-78.
31. Hicyilmaz A, Celik Bedeloglu A. Applications of polyimide coatings: a review. SN Appl Sci 2021:3.
32. Unsal E, Cakmak M. Real-time characterization of physical changes in polyimide film formation: from casting to imidization. Macromolecules 2013;46:8616-27.
33. Tsai F, Alfonso EL, Harding DR, Chen SH. Processing vapour-deposited polyimide. J Phys D Appl Phys 2001;34:3011-8.
34. Putkonen M, Harjuoja J, Sajavaara T, Niinistö L. Atomic layer deposition of polyimide thin films. J Mater Chem 2007;17:664-9.
35. Wang L, Yu X, Wang D, et al. High modulus and high strength ultra-thin polyimide films with hot-stretch induced molecular orientation. Mater Chem Phys 2013;139:968-74.
36. Zhang M, Niu H, Wu D. Polyimide fibers with high strength and high modulus: preparation, structures, properties, and applications. Macromol Rapid Commun 2018;39:e1800141.
37. Liu F, Guo H, Zhao Y, Qiu X, Gao L, Zhang Y. Atomic oxygen-resistant polyimide composite fibers based on wet spinning of polyamic acid-POSS ammonium salts. Polym Degrad Stab 2019;168:108959.
38. Wang S, Dong J, Li Z, et al. Polyimide fibers prepared by a dry-spinning process: enhanced mechanical properties of fibers containing biphenyl units. J Appl Polym Sci 2016:133.
39. Park SK, Farris RJ. Dry-jet wet spinning of aromatic polyamic acid fiber using chemical imidization. Polymer 2001;42:10087-93.
40. Shih WP, Tsao LC, Lee CW, et al. Flexible temperature sensor array based on a graphite-polydimethylsiloxane composite. Sensors 2010;10:3597-610.
41. Gu W, Wang G, Zhou M, Zhang T, Ji G. Polyimide-based foams: fabrication and multifunctional applications. ACS Appl Mater Interfaces 2020;12:48246-58.
42. Yang M, Zhang C, Lv Q, et al. Rational design of novel efficient palladium electrode embellished 3D hierarchical graphene/polyimide foam for hydrogen peroxide electroreduction. ACS Appl Mater Interfaces 2020;12:934-44.
43. Ren X, Sun G, Wang L, Chen R, Wang J, Han S. Facile adjusting for cells of lightweight isocyanate-based polyimide foam and operable combination between different distinctive acoustic foams for higher performance. Chin J Polym Sci 2021;39:237-48.
44. Ye W, Lin G, Wu W, et al. Separated 3D printing of continuous carbon fiber reinforced thermoplastic polyimide. Compos Part A Appl Sci Manuf 2019;121:457-64.
45. Gagliani J, Supkis D. Non-flammable polyimide materials for aircraft and spacecraft applications. Acta Astronaut 1980;7:653-83.
46. Miao Y, Zhu G, Hou H, Xia Y, Liu T. Electrospun polyimide nanofiber-based nonwoven separators for lithium-ion batteries. J Power Sources 2013;226:82-6.
47. Abadie M. High performance polymers-polyimides based: from chemistry to applications. BoD-books on demand; 2012. Available from: https://sc.panda321.com/extdomains/books.google.com.hk/books?id=cOacDwAAQBAJ&lpg=PA3&ots=sGbHpWPNSq&dq=High%20performance%20polymers-polyimides%20based%3A%20from%20chemistry%20to%20applications&lr&hl=zh-CN&pg=PA3 [Last accessed on 11 Jan 2023].
48. Ni H, Liu J, Wang Z, Yang S. A review on colorless and optically transparent polyimide films: Chemistry, process and engineering applications. J Ind Eng Chem 2015;28:16-27.
49. Sugimoto E. Applications of polyimide films to the electrical and electronic industries in Japan. IEEE Electr Insul Mag 1989;5:15-23.
50. Schander A, Gancz JM, Tintelott M, Lang W. Towards long-term stable polyimide-based flexible electrical insulation for chronically implanted neural electrodes. Micromachines 2021;12:1279.
51. Iwamoto M, Kubota T, Sekine M. Electrical properties of polyimide Langmuir-Blodgett films deposited on noble metal electrodes. J Phys D Appl Phys 1990;23:575-80.
52. Lee B, Kim H, Lee D. Electrical properties of polyimide thin films formed by the vapor deposition polymerization method. Surf Coat Technol 2002;150:182-7.
53. Zhou L, Wu G, Gao B, et al. Study on charge transport mechanism and space charge characteristics of polyimide films. IEEE Trans Dielect Electr Insul 2009;16:1143-9.
54. Ogbonna VE, Popoola API, Popoola OM, Adeosun SO. A review on polyimide reinforced nanocomposites for mechanical, thermal, and electrical insulation application: challenges and recommendations for future improvement. Polym Bull 2022;79:663-95.
55. Feng Y, Yin J, Chen M, Song M, Su B, Lei Q. Effect of nano-TiO2 on the polarization process of polyimide/TiO2 composites. Mater Lett 2013;96:113-6.
56. Li Y, Yang C, Li N, et al. Microstructure and electrical properties of polyimide-based composites reinforced by high-aspect-ratio titanium oxide nanowires. Surf Coat Technol 2019;361:425-31.
57. Yan W, Zhang Y, Sun H, et al. Polyimide nanocomposites with boron nitride-coated multi-walled carbon nanotubes for enhanced thermal conductivity and electrical insulation. J Mater Chem A 2014;2:20958-65.
58. Wang Y, Zhang X, Ding X, et al. Imidization-induced carbon nitride nanosheets orientation towards highly thermally conductive polyimide film with superior flexibility and electrical insulation. Compos Part B Eng 2020;199:108267.
59. He X, Wang Y. Highly thermally conductive polyimide composite films with excellent thermal and electrical insulating properties. Ind Eng Chem Res 2020;59:1925-33.
60. Ceyssens F, Puers R. Insulation lifetime improvement of polyimide thin film neural implants. J Neural Eng 2015;12:054001.
61. Tafreshi OA, Ghaffari-mosanenzadeh S, Karamikamkar S, et al. Novel, flexible, and transparent thin film polyimide aerogels with enhanced thermal insulation and high service temperature. J Mater Chem C 2022;10:5088-108.
62. Serbezeanu D, Popa AM, Stelzig T, Sava I, Rossi RM, Fortunato G. Preparation and characterization of thermally stable polyimide membranes by electrospinning for protective clothing applications. Text Res J 2015;85:1763-75.
63. Wang Y, Cui Y, Shao Z, et al. Multifunctional polyimide aerogel textile inspired by polar bear hair for thermoregulation in extreme environments. Chem Eng J 2020;390:124623.
64. Kimoto Y, Fujita T, Furuta N, Kitamura A, Suzuki H. Development of space-qualified photocurable-silsesquioxane-coated polyimide films. J Spacecraft Rockets 2016;53:1028-34.
65. Natraj S, Ravindran V, Somanathan S, et al. Ultrasonic and acousto ultrasonic evaluation of polyimide pipes and its interface for Indian cryogenic rocket stages for space launch vehicles. In Indian national seminar & exhibition on non-destructive evaluation NDE. 2016. Available from: https://www.ndt.net/?id=21202 [Last accessed on 11 Jan 2023].
66. Ghaffari-Mosanenzadeh S, Aghababaei Tafreshi O, Karamikamkar S, et al. Recent advances in tailoring and improving the properties of polyimide aerogels and their application. Adv Colloid Interface Sci 2022;304:102646.
67. Ni L, Luo Y, Qiu C, et al. Mechanically flexible polyimide foams with different chain structures for high temperature thermal insulation purposes. Mater Today Phys 2022;26:100720.
68. Ni L, Luo Y, Qiu B, et al. Combining microwave-assisted foaming and post curing process to prepare lightweight flexible polyimide foams for thermal insulation applications. Macro Mater Eng 2022;307:2100941.
69. Zhang H, Fan X, Chen W, et al. A simple and green strategy for preparing flexible thermoplastic polyimide foams with exceptional mechanical, thermal-insulating properties, and temperature resistance for high-temperature lightweight composite sandwich structures. Compos Part B Eng 2022;228:109405.
70. Ma S, Wang C, Cong B, et al. Anisotropic all-aromatic polyimide aerogels with robust and high-temperature stable properties for flexible thermal protection. Chem Eng J 2022;431:134047.
71. Yan L, Fu L, Chen Y, Tian H, Xiang A, Rajulu AV. Improved thermal stability and flame resistance of flexible polyimide foams by vermiculite reinforcement. J Appl Polym Sci 2017:134.
72. Yang F, Zhao X, Xue T, et al. Superhydrophobic polyvinylidene fluoride/polyimide nanofiber composite aerogels for thermal insulation under extremely humid and hot environment. Sci China Mater 2021;64:1267-77.
73. Tian J, Yang Y, Xue T, Chao G, Fan W, Liu T. Highly flexible and compressible polyimide/silica aerogels with integrated double network for thermal insulation and fire-retardancy. J Mater Sci Technol 2022;105:194-202.
74. Doan HN, Tagami S, Vo PP, et al. Scalable fabrication of cross-linked porous centrifugally spun polyimide fibers for thermal insulation application. EurPolym J 2022;169:111123.
75. Shi T, Zheng Z, Liu H, Wu D, Wang X. Flexible and foldable composite films based on polyimide/phosphorene hybrid aerogel and phase change material for infrared stealth and thermal camouflage. Compos Sci Technol 2022;217:109127.
76. Jiang C, Chen J, Lai X, et al. Mechanically robust and multifunctional polyimide/MXene composite aerogel for smart fire protection. Chem Eng J 2022;434:134630.
77. Liu X, Zhan M, Wang K. Influence of foam structure and service environment on sound absorption characteristics of polyimide foams. High Perform Polym 2012;24:646-53.
78. Ma J, Zhan M, Wang K. Facile fabrication of polyimide foam sheets with millimeter thickness: processing, morphology, and properties. J Appl Polym Sci 2014:131.
79. Song S, Shi Y, Tan J, et al. An efficient approach to fabricate lightweight polyimide/aramid sponge with excellent heat insulation and sound absorption performance. J Ind Eng Chem 2022;109:404-12.
80. Xu K, Lu Y, Takei K. Multifunctional skin-inspired flexible sensor systems for wearable electronics. Adv Mater Technol 2019;4:1800628.
81. Lim HR, Kim HS, Qazi R, Kwon YT, Jeong JW, Yeo WH. Advanced soft materials, sensor integrations, and applications of wearable flexible hybrid electronics in healthcare, energy, and environment. Adv Mater 2020;32:e1901924.
82. Jiang W, Zhang F, Lin Q. Flexible relative humidity sensor based on reduced graphene oxide and interdigital electrode for smart home. Micro Nano Lett 2022;17:134-8.
83. Schubert P, Nevin J. A polyimide-based capacitive humidity sensor. IEEE Trans Electron Devices 1985;32:1220-3.
84. Lofgren H, Mills F. Polyimide capacitive humidity sensors. 1988. Available from: https://hdl.handle.net/1969.1/6540 [Last accessed on 11 Jan 2023].
85. Denton DD, Jaafar MAS, Ralston ARK, et al. The long term reliability of a switched-capacitor relative humidity sensor system. In Proceedings of the 33rd midwest symposium on circuits and systems. IEEE 1990;2:854-57.
86. Sager K, Schroth A, Nakladal A, Gerlach G. Humidity-dependent mechanical properties of polyimide films and their use for IC-compatible humidity sensors. Sensor Actuat A Phys 1996;53:330-4.
87. Boudaden J, Steinmaßl M, Endres HE, et al. Polyimide-based capacitive humidity sensor. Sensors 2018;18:1516.
88. Zhang J, Gao Y, Li C, et al. Laser direct writing of flexible antenna sensor for strain and humidity sensing. Opto-Electron Eng 2022;49:210316-1.
89. Kuzubasoglu B, Kursun Bahadir S. Flexible temperature sensors: a review. Sensor Actuat A Phys 2020;315:112282.
90. Moser Y, Gijs MAM. Miniaturized flexible temperature sensor. In transducers 07 & Eurosensors XXI, digest of technical papers 2007. J Microelectromech Syst 2007;16:1349-54.
91. Sahatiya P, Puttapati SK, Srikanth VVSS, Badhulika S. Graphene-based wearable temperature sensor and infrared photodetector on a flexible polyimide substrate. Flex Print Electron 2016;1:025006.
92. Xiao S, Che L, Li X, Wang Y. A novel fabrication process of MEMS devices on polyimide flexible substrates. Microelectron Eng 2008;85:452-7.
93. Wu Z, Li C, Hartings JA, Narayan R, Ahn C. Polysilicon thin film developed on flexible polyimide for biomedical applications. J Microelectromech Syst 2016;25:585-92.
94. Gao W, Zhang Z, Zhang Y, et al. Efficient carbon nanotube/polyimide composites exhibiting tunable temperature coefficient of resistance for multi-role thermal films. Compos Sci Technol 2020;199:108333.
95. Bi P, Liu X, Yang Y, et al. Silver-nanoparticle-modified polyimide for multiple artificial skin-sensing applications. Adv Mater Technol 2019;4:1900426.
96. Dayeh SA, Butler DP, Çelik-butler Z. Micromachined infrared bolometers on flexible polyimide substrates. Sensor Actuat A Phys 2005;118:49-56.
97. Tan Z, Shikida M, Hirota M, Sato K, Iwasaki T, Iriye Y. Experimental and theoretical study of an on-wall in-tube flexible thermal sensor. J Micromech Microeng 2007;17:679-86.
98. Dobrzynska JA, Gijs MA. Flexible polyimide-based force sensor. Sensor Actuat A Phys 2012;173:127-35.
99. Yang J, Ye Y, Li X, Lü X, Chen R. Flexible, conductive, and highly pressure-sensitive graphene-polyimide foam for pressure sensor application. Compos Sci Technol 2018;164:187-94.
100. Wang G, Li M, Zhang J, et al. Flexible, stable and durable polydopamine@lead zirconate titanate/polyimide composite membranes for piezoelectric pressure sensors and limb motion monitoring. Compos Part C Open Access 2022;8:100292.
101. Huang J, Wang J, Yang Z, Yang S. High-performance graphene sponges reinforced with polyimide for room-temperature piezoresistive sensing. ACS Appl Mater Interfaces 2018;10:8180-9.
102. Zhang F, Feng Y, Qin M, et al. Stress controllability in thermal and electrical conductivity of 3D elastic graphene-crosslinked carbon nanotube sponge/polyimide nanocomposite. Adv Funct Mater 2019;29:1901383.
103. Liu H, Chen X, Zheng Y, et al. Lightweight, superelastic, and hydrophobic polyimide nanofiber/MXene composite aerogel for wearable piezoresistive sensor and oil/water separation applications. Adv Funct Mater 2021;31:2008006.
104. Zhu Y, Wu Y, Wang G, et al. A flexible capacitive pressure sensor based on an electrospun polyimide nanofiber membrane. Org Electron 2020;84:105759.
105. Alrammouz R, Podlecki J, Abboud P, Sorli B, Habchi R. A review on flexible gas sensors: from materials to devices. Sensor Actuat A Phys 2018;284:209-31.
106. Stanford MG, Yang K, Chyan Y, Kittrell C, Tour JM. Laser-induced graphene for flexible and embeddable gas sensors. ACS Nano 2019;13:3474-82.
107. Kirchner P, Oberländer J, Friedrich P, et al. Realisation of a calorimetric gas sensor on polyimide foil for applications in aseptic food industry. Sensor Actuat B Chem 2012;170:60-6.
108. Rashid T, Phan D, Chung G. A flexible hydrogen sensor based on Pd nanoparticles decorated ZnO nanorods grown on polyimide tape. Sensor Actuat B Chem 2013;185:777-84.
109. Li Y, Liu J, Zhang J, Liang X, Zhang X, Qi Q. Deposition of In2O3 nanofibers on polyimide substrates to construct high-performance and flexible trimethylamine sensor. Chin Chem Lett 2020;31:2142-4.
110. Lin Z, Young S, Chang S. CO2 gas sensors based on carbon nanotube thin films using a simple transfer method on flexible substrate. IEEE Sensors J 2015;15:7017-20.
111. Lv Y, Wu J, Xu Z. Colorimetric and fluorescent sensor constructing from the nanofibrous membrane of porphyrinated polyimide for the detection of hydrogen chloride gas. Sensor Actuat B Chem 2010;148:233-9.
112. Kim YS. Microheater-integrated single gas sensor array chip fabricated on flexible polyimide substrate. Sensor Actuat B Chem 2006;114:410-7.
113. Briand D, Colin S, Courbat J, Raible S, Kappler J, Derooij N. Integration of MOX gas sensors on polyimide hotplates. Sensor Actuat B Chem 2008;130:430-5.
114. Lin Y, Huang L, Chen L, et al. Fully gravure-printed NO2 gas sensor on a polyimide foil using WO3-PEDOT:PSS nanocomposites and Ag electrodes. Sensor Actuat B Chem 2015;216:176-83.
115. Papadopoulou EL, Morselli D, Prato M, Barcellona A, Athanassiou A, Bayer IS. An efficient pure polyimide ammonia sensor. J Mater Chem C 2016;4:7790-7.
116. Padua LMG, Yeh JM, Santiago KS. A novel application of electroactive polyimide doped with gold nanoparticles: as a chemiresistor sensor for hydrogen sulfide gas. Polymers 2019;11:1918.
117. Lee E, VahidMohammadi A, Yoon YS, Beidaghi M, Kim DJ. Two-dimensional vanadium carbide MXene for gas sensors with ultrahigh sensitivity toward nonpolar gases. ACS Sens 2019:1603-11.
118. Krško O, Plecenik T, Roch T, et al. Flexible highly sensitive hydrogen gas sensor based on a TiO2 thin film on polyimide foil. Sensor Actuat B Chem 2017;240:1058-65.
119. Vidiš M, Shpetnyi IO, Roch T, et al. Flexible hydrogen gas sensor based on a capacitor-like Pt/TiO2/Pt structure on polyimide foil. Int J Hydrog Energy 2021;46:19217-28.
120. Dautel OJ, Wantz G, Flot D, et al. Confined photoactive substructures on a chiral scaffold: the design of an electroluminescent polyimide as material for PLED. J Mater Chem 2005;15:4446.
121. Wu A, Akagi T, Jikei M, et al. New fluorescent polyimides for electroluminescent devices based on 2,5-distyrylpyrazine. Thin Solid Films 1996;273:214-7.
122. Mal’tsev EI, Berendyaev VI, Brusentseva MA, et al. Aromatic polyimides as efficient materials for organic electroluminescent devices. Polym Int 1997;42:404-8.
123. Ng WY, Gong X, Chan WK. Electronic and light-emitting properties of some polyimides based on bis(2,2′:6′,2″-terpyridine) ruthenium(II) complex. Chem Mater 1999;11:1165-70.
124. Mal’tsev EI, Brusentseva MA, Lypenko DA, et al. Electroluminescent properties of anthracene-containing polyimides. Polym Adv Technol 2000;11:325-9.
125. Xu S, Yang M, Wang J, Ye H, Liu X. A novel fluorene-based cardo polyimide containing acridine for electroluminescent devices. Synth Met 2003;132:145-9.
126. Qu L, Tang L, Bei R, et al. Flexible multifunctional aromatic polyimide film: highly efficient photoluminescence, resistive switching characteristic, and electroluminescence. ACS Appl Mater Interfaces 2018;10:11430-5.
127. Zhou Z, Huang W, Long Y, et al. An oxidation-induced fluorescence turn-on approach for non-luminescent flexible polyimide films. J Mater Chem C 2017;5:8545-52.
128. Lim H, Cho W, Ha C, et al. Flexible organic electroluminescent devices based on fluorine-containing colorless polyimide substrates. Adv Mater 2002;14:1275-9.
129. Kim SD, Kim SY, Chung IS. Soluble and transparent polyimides from unsymmetrical diamine containing two trifluoromethyl groups. J Polym Sci Part A Polym Chem 2013;51:4413-22.
130. Zhou Y, Chen G, Zhao H, Song L, Fang X. Synthesis and properties of transparent polyimides derived from trans-1,4-bis(2,3-dicarboxyphenoxy)cyclohexane dianhydride. RSC Adv 2015;5:53926-34.
131. Yi L, Li C, Huang W, Yan D. Soluble polyimides from 4,4′-diaminodiphenyl ether with one or two tert-butyl pedant groups. Polymer 2015;80:67-75.
132. Liu Y, Zhou Z, Qu L, et al. Exceptionally thermostable and soluble aromatic polyimides with special characteristics: intrinsic ultralow dielectric constant, static random access memory behaviors, transparency and fluorescence. Mater Chem Front 2017;1:326-37.
133. Nam K, Jin J, Lee DH, et al. Towards solution-processable, thermally robust, transparent polyimide-chain-end tethered organosilicate nanohybrids. Compos Part B Eng 2019;163:290-6.
134. Ma P, Dai C, Wang H, et al. A review on high temperature resistant polyimide films: Heterocyclic structures and nanocomposites. Compos Commun 2019;16:84-93.
135. Kim SD, Lee S, Heo J, Kim SY, Chung IS. Soluble polyimides with trifluoromethyl pendent groups. Polymer 2013;54:5648-54.
136. Yang Z, Guo H, Kang C, Gao L. Synthesis and characterization of amide-bridged colorless polyimide films with low CTE and high optical performance for flexible OLED displays. Polym Chem 2021;12:5364-76.
137. Wang Y, Chen W. Synthesis, properties, and anti-reflective applications of new colorless polyimide-inorganic hybrid optical materials. Compos Sci Technol 2010;70:769-75.
138. Wang C, Lan Y, Yu W, Li X, Qian Y, Liu H. Preparation of amino-functionalized graphene oxide/polyimide composite films with improved mechanical, thermal and hydrophobic properties. Appl Surf Sci 2016;362:11-9.
139. Tapaswi PK, Choi M, Nagappan S, Ha C. Synthesis and characterization of highly transparent and hydrophobic fluorinated polyimides derived from perfluorodecylthio substituted diamine monomers. J Polym Sci Part A Polym Chem 2015;53:479-88.
140. Shi S, Yao L, Ma P, et al. Recent progress in the high-temperature-resistant PI substrate with low CTE for CIGS thin-film solar cells. Mater Today Energy 2021;20:100640.
141. Lim J, Cho D, Eun K, et al. Mechanical integrity of flexible Ag nanowire network electrodes coated on colorless PI substrates for flexible organic solar cells. Solar Energy Mater Solar Cells 2012;105:69-76.
142. Park J, Heo JH, Park S, et al. Highly flexible InSnO electrodes on thin colourless polyimide substrate for high-performance flexible CH3NH3PbI3 perovskite solar cells. J Power Sources 2017;341:340-7.
143. Zhang G, Chen Q, Xie C, et al. Mechanical-robust and recyclable polyimide substrates coordinated with cyclic Ti-oxo cluster for flexible organic solar cells. NPJ Flex Electron 2022:6.
144. Ishi J, Sunaga T, Nomura M, Kanaya H. Organo-soluble polyimides and their applications to photosensitive cover layer materials in flexible printed circuit boards. J Photopol Sci Technol 2008;21:107-12.
145. Yu H, Shi Y, Yuan B, et al. Recent developments of polyimide materials for lithium-ion battery separators. Ionics 2021;27:907-23.
146. Tan J, Kong L, Qiu Z, Yan Y. Flexible, high-wettability and thermostable separator based on fluorinated polyimide for lithium-ion battery. J Solid State Electrochem 2018;22:3363-73.
147. Lu Z, Sui F, Miao Y, et al. Polyimide separators for rechargeable batteries. J Energy Chem 2021;58:170-97.
148. Ye W, Zhu J, Liao X, et al. Hierarchical three-dimensional micro/nano-architecture of polyaniline nanowires wrapped-on polyimide nanofibers for high performance lithium-ion battery separators. J Power Sources 2015;299:417-24.
149. Lee J, Lee C, Park K, Kim I. Synthesis of an Al2O3-coated polyimide nanofiber mat and its electrochemical characteristics as a separator for lithium ion batteries. J Power Sources 2014;248:1211-7.
150. Sun G, Dong G, Kong L, et al. Robust polyimide nanofibrous membrane with porous-layer-coated morphology by in situ self-bonding and micro-crosslinking for lithium-ion battery separator. Nanoscale 2018;10:22439-47.
151. Zhong G, Wang Y, Wang C, et al. An AlOOH-coated polyimide electrospun fibrous membrane as a high-safety lithium-ion battery separator. Ionics 2019;25:2677-84.
152. Deng J, Cao D, Li L, Chen Y, Zhang G, Yang X. Electrospun nanofiber separator derived from nano-SiO2-modified polyimide with superior mechanical flexibility for high-performance lithium-ion battery. J Mater Sci 2021;56:15215-28.
153. Chen W, Liu Y, Ma Y, Yang W. Improved performance of lithium ion battery separator enabled by co-electrospinnig polyimide/poly(vinylidene fluoride-co-hexafluoropropylene) and the incorporation of TiO2-(2-hydroxyethyl methacrylate). J Power Sources 2015;273:1127-35.
154. Deng Y, Pan Y, Zhang Z, et al. Novel thermotolerant and flexible polyimide aerogel separator achieving advanced lithium-ion batteries. Adv Funct Mater 2022;32:2106176.
155. Kurosawa T, Higashihara T, Ueda M. Polyimide memory: a pithy guideline for future applications. Polym Chem 2013;4:16-30.
156. Ling QD, Chang FC, Song Y, et al. Synthesis and dynamic random access memory behavior of a functional polyimide. J Am Chem Soc 2006;128:8732-3.
157. Hahm SG, Choi S, Hong S, et al. Novel rewritable, non-volatile memory devices based on thermally and dimensionally stable polyimide thin films. Adv Funct Mater 2008;18:3276-82.
158. You N, Chueh C, Liu C, Ueda M, Chen W. Synthesis and memory device characteristics of new sulfur donor containing polyimides. Macromolecules 2009;42:4456-63.
159. Liu Y, Wang K, Huang G, et al. Volatile electrical switching and static random access memory effect in a functional polyimide containing oxadiazole moieties. Chem Mater 2009;21:3391-9.
160. Park S, Kim K, Kim DM, Kwon W, Choi J, Ree M. High temperature polyimide containing anthracene moiety and its structure, interface, and nonvolatile memory behavior. ACS Appl Mater Interfaces 2011;3:765-73.
161. Yen H, Chen C, Liou G. Flexible multi-colored electrochromic and volatile polymer memory devices derived from starburst triarylamine-based electroactive polyimide. Adv Funct Mater 2013;23:5307-16.
162. Sun B, Li X, Feng T, et al. Resistive switching memory performance of two-dimensional polyimide covalent organic framework films. ACS Appl Mater Interfaces 2020;12:51837-45.
163. Zhao J, Zhang M, Wan S, Yang Z, Hwang CS. Highly flexible resistive switching memory based on the electronic switching mechanism in the Al/TiO2/Al/polyimide structure. ACS Appl Mater Interfaces 2018;10:1828-35.
164. Yang Z, Wang Q, Bai Y, Wang T. AO-resistant shape memory polyimide/silica composites with excellent thermal stability and mechanical properties. RSC Adv 2015;5:72971-80.
165. Yoonessi M, Shi Y, Scheiman DA, et al. Graphene polyimide nanocomposites; thermal, mechanical, and high-temperature shape memory effects. ACS Nano 2012;6:7644-55.
166. Wang Q, Bai Y, Chen Y, Ju J, Zheng F, Wang T. High performance shape memory polyimides based on π-π interactions. J Mater Chem A 2015;3:352-9.
167. Ma S, Wang S, Jin S, et al. Construction of high-performance, high-temperature shape memory polyimides bearing pyridine and trifluoromethyl group. Polymer 2020;210:122972.
168. Xiao X, Kong D, Qiu X, et al. Shape-memory polymers with adjustable high glass transition temperatures. Macromolecules 2015;48:3582-9.
169. Huang X, Zhang F, Liu Y, Leng J. Flexible and colorless shape memory polyimide films with high visible light transmittance and high transition temperature. Smart Mater Struct 2019;28:055031.
170. Huang X, Zhang F, Liu Y, Leng J. Active and deformable organic electronic devices based on conductive shape memory polyimide. ACS Appl Mater Interfaces 2020;12:23236-43.
171. Huang X, Zhang F, Leng J. Metal mesh embedded in colorless shape memory polyimide for flexible transparent electric-heater and actuators. Appl Mater Today 2020;21:100797.
172. Yang Z, Zhang Y, Li S, Zhang X, Wang T, Wang Q. Fully closed-loop recyclable thermosetting shape memory polyimide. ACS Sustain Chem Eng 2020;8:18869-78.
Cite This Article
Export citation file: BibTeX | RIS
OAE Style
Lin J, Su J, Weng M, Xu W, Huang J, Fan T, Liu Y, Min Y. Applications of flexible polyimide: barrier material, sensor material, and functional material. Soft Sci 2023;3:2. http://dx.doi.org/10.20517/ss.2022.24
AMA Style
Lin J, Su J, Weng M, Xu W, Huang J, Fan T, Liu Y, Min Y. Applications of flexible polyimide: barrier material, sensor material, and functional material. Soft Science. 2023; 3(1): 2. http://dx.doi.org/10.20517/ss.2022.24
Chicago/Turabian Style
Lin, Jiahui, Jingtao Su, Mengman Weng, Weihao Xu, Jintao Huang, Tianju Fan, Yidong Liu, Yonggang Min. 2023. "Applications of flexible polyimide: barrier material, sensor material, and functional material" Soft Science. 3, no.1: 2. http://dx.doi.org/10.20517/ss.2022.24
ACS Style
Lin, J.; Su J.; Weng M.; Xu W.; Huang J.; Fan T.; Liu Y.; Min Y. Applications of flexible polyimide: barrier material, sensor material, and functional material. Soft. Sci. 2023, 3, 2. http://dx.doi.org/10.20517/ss.2022.24
About This Article
Copyright

Data & Comments
Data


 Cite This Article 24 clicks
Cite This Article 24 clicks

 Like This Article 3
likes
Like This Article 3
likes








Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.